Арматурные работы на строительной площадке
Монолитные железобетонные конструкции армируют каркасами, сетками или отдельными стержнями.
Плоские и пространственные каркасы изготовляют на арматурных заводах или цехах и поставляют на строительную площадку в комплекте. Если по условиям транспортирования невозможно доставить каркас в целом виде, его перевозят по частям, а на строительной площадке выполняют его укрупнитель-ную сборку с использованием кондукторов и других приспособлений, обеспечивающих точность фиксаций элементов каркасов. Соединяют элементы дуговой или ванной сваркой.
При больших объемах работ арматурные конструкции укрупняют на сборно-комплектовочной площадке, затем транспортируют в зону установки и действия монтажного крана. При небольших объемах допускается вязка или сварка каркасов из отдельных арматурных стержней на месте возведения сооружения или в непосредственной близости от него, но обязательно в зоне действия монтажного крана.
При армировании массивных конструкций сварными сетками их стыкуют нахлесточным соединением или путем установки дополнительных стыковых сеток с перепуском концов арматуры, равным 30…50 ее диаметрам, но не менее 250 мм. Пои установке нескольких сварных сеток по ширине их стыки располагают вразбежку.
Применение нахлесточных соединений приводит к существенному перерасходу арматурной стали, требует дополнительных работ по фиксации положения стыкуемых элементов. Все это связано со значительными затратами ручного труда. Как правило, работы по стыковке арматурных каркасов, сеток и стержней трудоемки, требуют внимательного и напряженного ручного труда сварщиков. Качество производства таких работ еще недостаточно высокое.
Советские ученые разработали мобильные машины МСМ-1 и МСМ-2 для сварки стержневой арматуры максимальным диаметром 25…32 мм, позволяющие существенно механизировать сварочные процессы, повысить качество работ и производительность труда при армировании горизонтальных поверхностей.
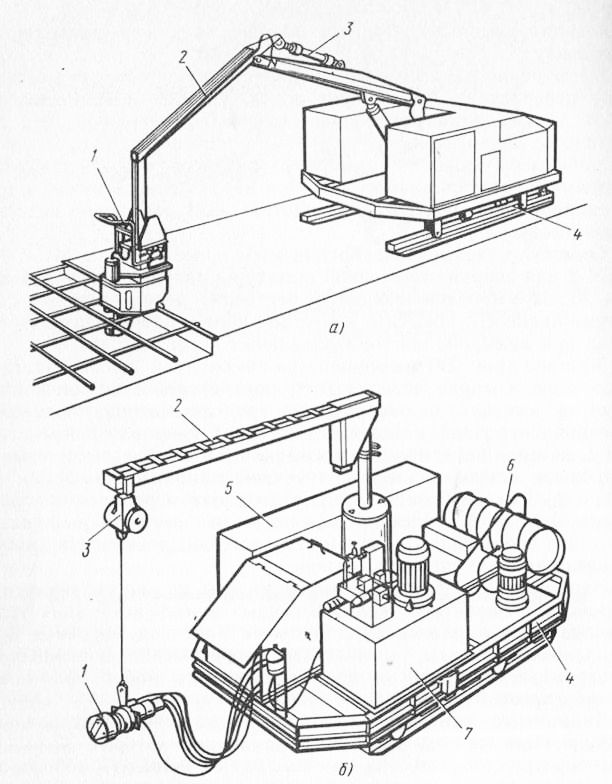
Машина (рис. 76) размещена на самоходном шасси шагающего типа, которое позволяет ей перемещаться по уложенной сетке, и состоит из сварочного трансформатора, подвесной точечной сварочной машины, насосной гидравлической станции, автономной станции охлаждения и шкафа управления. Сварочные клещи подвесной точечной машины размещены на стреле. С одной позиции сваривают стыки в радиусе поворота стрелы 4…5 м. Машина в пределах одной захватки совершает движение вдоль фронта сварки стыковых соединений. На другую захватку ее переставляют краном.
Наибольший эффект от применения этих машин получают при устройстве монолитных железобетонных конструкций значительных размеров в плане: фундаментных плит под жилые и промышленные объекты, монолитных перекрытий, дорожных и аэродромных покрытий и др. Трудоемкость работ при таком методе стыковки существенно сокращается.
В практике монолитного строительства широко используют бессварочные методы установки арматуры, которые являются более прогрессивными, так как позволяют повысить коррозионную стойкость арматуры и снизить энергетические затраты. К ним относятся соединения рабочих стержней на муфтах и пластмассовых фиксаторах, соединение пересекающихся стержней пружинными скобами и др. Механизированный инструмент для их устройства отличается портативными размерами и позволяет производить гидравлическое обжатие разогретых муфт.
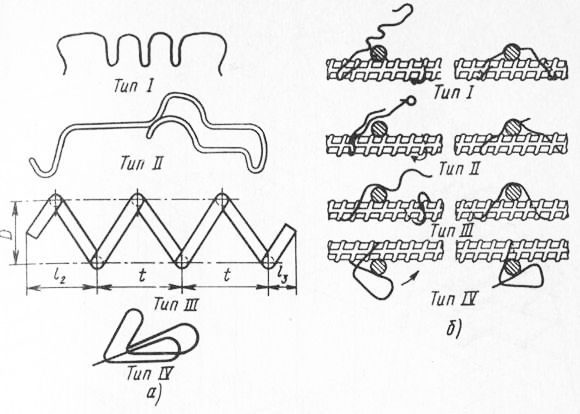
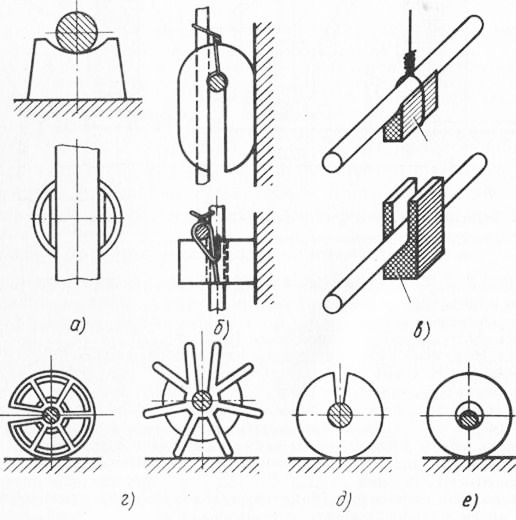
Для скрепления пересекающихся стержней применяют различные конструкции пружинных фиксаторов. Используются четыре типа фиксаторов: I, III — для одностороннего соединения арматурных стержней, II, IV — для двустороннего соединения.
Пружинный фиксатор обеспечивает гарантированное качество соединений и снижает трудоемкость установки по сравнению с ручной вязкой в 2,5…3 раза. Соединение пересекающихся арматурных стержней фиксаторами можно осуществлять как в опалубке, так и при предварительной сборке арматурных элементов в кондукторах и шаблонах.
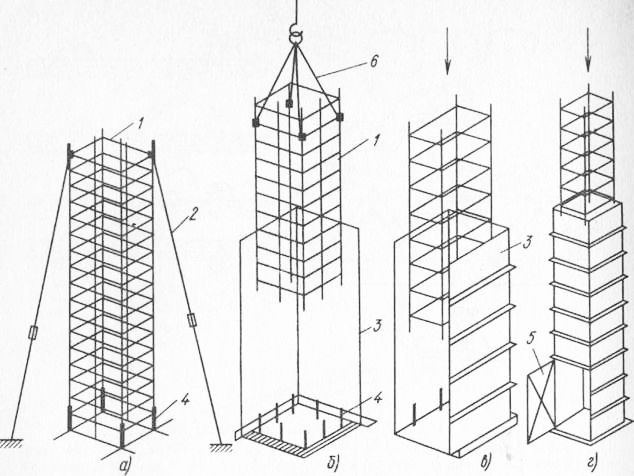
Большой объем арматурных работ занимают вертикальные конструкции (например, стены, фундаменты, колонны). Их армируют, как правило, пространственными или плоскими каркасами (блоками). Монтаж таких арматурных изделий состоит из следующих технологических операций: разгрузка и подача изделий непосредственно в сооружение или на площадку временного складирования; установка в проектное положение с временным раскреплением их сваркой или растяжками; установка в проектное положение и окончательное соединение стыков сваркой; проверка выполненных работ и сдача их мастеру или производителю работ. Все технологические операции выполняют с максимальным использованием средств механизации.
Практикой выработан ряд приемов, облегчающих монтаж арматуры. Так, арматурные каркасы колонн устанавливают в проектное положение при одной или двух открытых сторонах опалубки. В многоэтажных сооружениях готовые каркасы опускают в коробы опалубки сверху, а вертикальные стержни соединяют с выпусками арматуры фундамента через нижнее боковое отверстие в опалубке колонн.
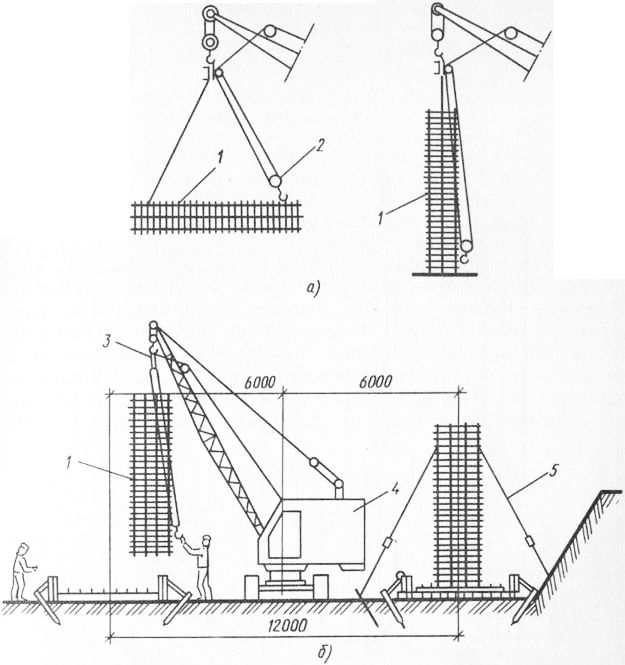
Технологическая схема установки тяжелых каркасов фундаментов с использованием монтажного крана и самобалансирующейся траверсы приведена на рис. 4. Такой тип строповки позволяет переводить тяжелый арматурный каркас в вертикальное положение без дополнительных усилий за счет перемещения центра тяжести системы.
Монтаж таких каркасов производится двумя монтажниками. Проектное положение каркаса на период установки опалубки фиксируется с помощью расчалок и фиксаторов.
Стены круглых резервуаров и подпорные наклонные стены армируют каркасами при наличии одного внешнего или внутреннего щита опалубки. Это позволяет упростить процесс временного крепления арматуры, так как щит используется в качестве опоры.
Проектное положение арматурных конструкций при монтаже обеспечивается правильной установкой фиксаторов, прокладок и подкладок, а также временных крепежных устройств (подкосов, схваток, растяжек и хомутов).
Очень важно обеспечить проектное положение арматурных стержней. При этом особое влияние на долговечность железобетонных конструкций оказывает наличие защитного слоя арматуры в бетоне. Защитный слой бетона предохраняет арматуру от коррозии, повышая сроки ее службы.
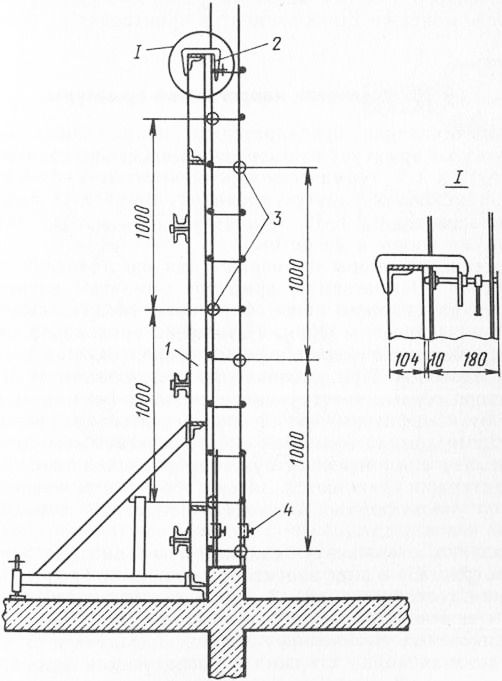
Для обеспечения защитного слоя в конструкциях арматурных каркасов предусматривают специальные упоры или удлиненные поперечные стержни, которые, соприкасаясь с опалубкой, фиксируют положение арматуры. Такое решение допускается при работе конструкций в сухих условиях. В остальных случаях защитный слой достигается установкой бетонных и пластмассовых фиксаторов, которые привязывают или надевают на арматурные стержни. Наиболее эффективны и удобны устранения осевого смещения соединяемых стержней, а верхней струбциной, обеспечивающей проектное положение каркаса относительно палубы щита. Для обеспечения защитного слоя на стержни каркаса устанавливают пластмассовые фиксаторы з в трех-четырех уровнях по высоте с расстоянием между ними, не превышающем 1 м.
Наибольшая эффективность арматурных работ обеспечивается при использовании арматурных опалубочных блоков. При этом достигается снижение трудозатрат в 5…6 раз и сокращение расхода материалов на опалубку. Арматурные опалубочные блоки перекрытий и покрытий изготовляют на заводах железобетонных изделий или полигонах и сочетают в себе элементы железобетонной плиты, выполняющей функции несъемной опалубки и замоноличенного в ее основание укрупненного арматурного каркаса. После монтажа таких элементов производят их бетонирование.
Арматурные работы - Арматурные работы на строительной площадке