Формопластовые формы
Формопластовые формы — самые экономичные и практичные. Они водоустойчивы и эластичны. Из такой формы можно отлить до 1000 отливок средней сложности, и форма при этом остается высокого качества. Формопластовая форма не черствеет. Клеевые формы со временем черствеют и с трудом снимаются с модели. К тому же клеевые формы быстро разрушаются водой, разбухают, изменяют свои размеры и размеры получаемых изделий.
Формопластовые формы выдерживают длительный период эксплуатации, не изменяя первоначальных качеств. Это первое достоинство формопластовых форм. Второе достоинство состоит в том, что формы не требуют обезжиривания, смазки, покрытия лаком, благодаря чему не забивается рельефный рисунок и все изделия получаются с одинаковым четким рельефным рисунком. Третье достоинство заключается в том, что форма выдерживают любую температуру, не загнивая, не подвергаясь короблению и т. д. Ее можно хранить в обычном шкафу и систематически использовать в течение года. Форму можно выполнять открытым и закрытым способами. Кожух изготовляют обычным путем. В нем также делают отверстия для заливки в пространство между моделью и кожухом формопласта и отверстия для выхода воздуха. Чтобы формопласт не вытекал, все щели замазывают глиной или гипсовым раствором.
Практически формопластовые формы изготовляют точно так же, как клеевые. Только существует несколько способов подготовки моделей.
Модели применяют из металла, мрамора, фарфора, гипса. Главное требование — чтобы модель была без пор.
Ниже рассмотрены самые простые и доступные способы подготовки моделей.
Первый способ. Модель, плиту и кожух изготовляют обычным способом. Затем их подготавливают, чтобы не было пор. Раствор для изготовления модели плиты или кожуха делают из гипса, затворенного на жирном известковом молоке. Затем их зачищают, просушивают, пропитывают 30%-ным раствором железного или медного купороса и снова просушивают. Купорос, вступая в химическую реакцию с известью, образует нерастворимое вещество, которое заполняет все поры гипса, повышая его прочность в несколько раз.
Второй способ. Модели из гипса покрывают два раза натуральной олифой (желательно подогретой) и хорошо просушивают после каждого покрытия. Затем покрывают один…два раза тонким слоем масляного лака. После высыхания лака модель, плита и кожух готовы для формовки.
Третий способ — самый простой и легкий. Плиту, модель и кожух применяют сырые, только что отлитые (свежий отлив). Все их поры заполнены водой и поэтому налитый формопласт не проникает в поры гипса и легко снимается.
Имеются и другие способы подготовки моделей, особенно гипсовых, которые в основном применяют в лепных работах на строительстве.
Для изготовления формы формопласт плавят при температуре не свыше 130 °С, а наливают его в формы при температуре 125…128 °С. Чем дольше сохраняется такая температура формопласта во время заливки в форму, тем лучшие получаются результаты. Если формопласт плавят для изготовления большой формы в двух посудах, то его температура должна быть одинаковой в обеих посудах. Если она будет разной, например в одной 100 °С, в другой — 120 °С, то при наливке формопласта с разной температурой в одну форму он расслоится, а не смешается, и форма получится бракованной.
Формопласт быстро остывает и теряет текучесть, поэтому в помещении во время его заливки в формы рекомендуется поддерживать температуру 30…35 °С, а если можно, то и выше.
Формопласт, остывая, образует нити по краям посуды. Их следует снимать, так как, попав в форму, они не плавятся и портят ее.
Во время разогревания формопласта для изготовления формы необходимо одновременно нагреть плиту, кожух и модель до температуры 50…70 °С — это повышает качество формы.
Когда температура формопласта достигнет 60 °С, форму можно разобрать и снять формопласт с модели.
Большим недостатком формопласта является значительная усадка при остывании. Изделия, отливаемые из таких форм, имеют искаженные размеры, что приводит к браку. Чтобы получить форму и отливки из нее высокого качества, рекомендуется не снимать форму с модели до тех пор, пока она полностью не остынет.
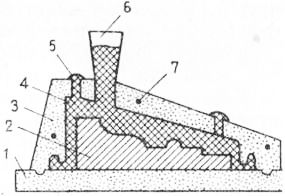
Форму можно изготовлять без кожуха — наплавкой. Толщина стенок формы из формопласта может быть от 0,5 см и более.
На рис. 1 показано изготовление формопластовой формы под кожухом.
При отливке изделий клеевые формы обязательно покрывают смазкой перед каждой новой отливкой. Формопластовые формы смазки не требуют.
Сильно греющий гипс на формопластовую форму не влияет, а клеевая форма начинает немного нагреваться и плавиться. Поэтому клеевые формы всегда остужают, оставляя открытыми 10…20 мин. Затем их покрывают смазкой и повторяют отливку.
Количество отливаемых изделий из клеевых форм зависит от многих причин: качества клея, способа изготовления формы и греющих свойств гипса. Формы, изготовленные под кожухом, более плотные и выдают гораздо больше отливок, чем изготовленные открытым способом.
В среднем клеевые формы выдают до 15 отливок средней сложности. В зависимости от сложности модели приходится снимать две, иногда три формы или разрезать одну на требуемое количество клеевым раствором примерно на 0,5 м или немного больше. Это делают для того, чтобы кожух мог скользить по стене при его надвигании на модель. Кроме того, клеевая смазка будет препятствовать вытеканию клея из кожуха.
Вместо клея поверхность стены можно смазать жидко разведенной глиной. Чтобы удобнее было наливать клей в кожух, его приставляют к стене так, чтобы кожух находился ниже модели на 0,5 м, или одну его сторону немного наклоняют. Затем в кожух наливают требуемое количество клея, прижимают кожух как можно плотнее к стене, надвигают его на модель и устанавливают по карандашной отметке на потолке. Кожух укрепляют на опалубке и обмазывают глиной места его примыкания к стене и потолку.
После застывания клея кожух снимают с формы, а форму — с модели, затем форму обезжиривают, дубят, покрывают смазкой и отливают изделия.
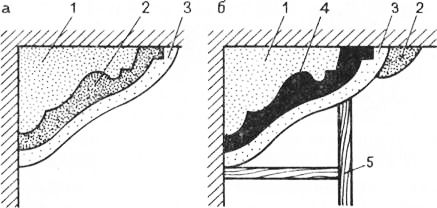
На рис. 1 показано последовательное изготовление клеевой формы с модульона, укрепленного на потолке у стены. Рассмотренными способами снимают клеевые формы с любой модели, расположенной на потолке у стены.
Если первое изделие не будет иметь четкого изображения, необходимо выполнить расчистку и снять повторно клеевую форму. Это гораздо легче и быстрее, чем лепить новое изделие. Это предложение разработано автором книги.
Лепка - Формопластовые формы