Изготовление прямых участков прямошовных воздуховодов круглого сечения

Рис. 1. Гибка заготовки на листогибочном механизме
Этот технологический процесс является подготовительным. Дальнейшая последовательность технологических операций и процессов, в частности при изготовлении прямых участков воздуховодов круглого сечения, приводится в виде таблиц с указанием оборудования и инструмента для выполнения отдельных операций. Новой является лишь технологическая операция офланцовки воздуховодов круглого сечения, требующая при выполнении вручную больших затрат труда и времени. Кроме того, при набортовке вручную кромок прямых участков на зеркало фланцев очень трудно добиться строгой перпендикулярности плоскостей фланцев к оси воздуховода, что затрудняет монтаж вентиляционных деталей, обусловливает расположение их в сети по ломаной линии и вызывает потери воздуха в окружающую среду через неплотности фланцевых соединений.
В настоящее время эта операция выполняется с помощью специальных офланцовочных механизмов, обеспечивающих строгую геометрическую форму деталей воздуховодов круглого сечения.
Устройство и принцип действия механизма ВМС-60 описаны в специальном курсе.
В процессе офланцовки с внешней стороны воздуховода отгибаются бортики на зеркало фланцев, а с внутренней стороны выдавливаются зиги, удерживающие фланцы от смещения вдоль воздуховода.
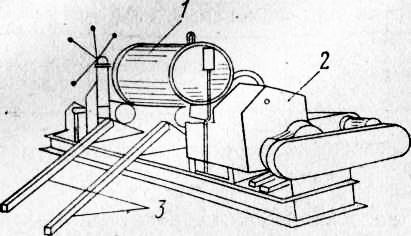
Рис. 2. Двусторонняя офланцовха воздуховода на механизме ВМС-60
1 — воздуховод; 2 — механизм ВМС-60; 3— направляющие для снятия и установки воздуховода
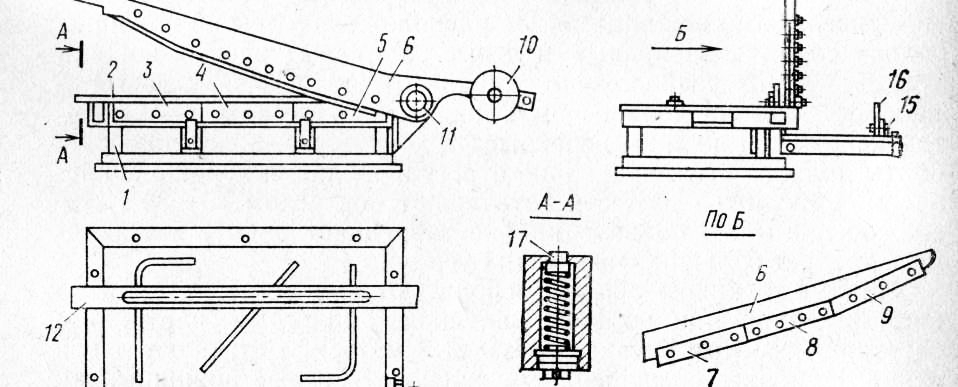
Рис. 3. Ручные рычажные ножницы ВМС-101
1 — станина; 2 — плита станины; 3, 4, 5 — нижний составной нож; 6 — траверса; 7, 8, 9 — верхний составной нож; 10 — контргруз; 11—ось ножниц; 12 — линейка, фиксирующая линию обреза; 13, 14 — направляющие ограничителя реза; 15 — кронштейн; 16 — ограничительная планка; 17 — упор
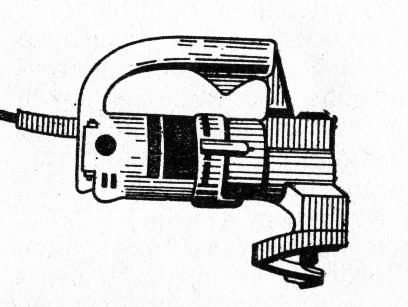
Рис. 4. Ручные вибрационные электроножницы С-424
Перед офланцовкой на царгу воздуховода с двух сторон надевают фланцы из полосовой или угловой стали и визуально проверяют соответствие их геометрических форм и размеров. Царгу с надетыми фланцами закатывают в рабочее положение при отодвинутых в крайнее (нерабочее) положение головках с закатывающими роликами. Затем головки заводят внутрь царги, прижимают с помощью пневмоустройств ролики к стенке царги и включают электродвигатель. Забортовка цилиндрического воздуховода заканчивается после того, как воздуховод сделает несколько больше одного оборота. После выключения электродвигателя офланцованную царгу снимают в обратном порядке: выключают пневмоустройства, выводят рабочие головки из царги, выкатывают царгу из механизма. Офланцовку звеньев воздуховодов диаметром до 160 мм выполняют вручную, закрепляя фланцы на воздуховоде точечной электроконтактной сваркой.
На многих заготовительных предприятиях прямые участки воздуховодов изготовляют из отдельных элементов с использованием фланцев в качестве кондукторов. Эта технология имеет ряд преимуществ перед технологией изготовления прямых участков из картин, так как отпадает операция по предварительному изготовлению картин.
Наиболее трудоемким является изготовление воздуховодов небольших сечений. Для изготовления этих воздуховодов создан специальный полуавтоматический механизм СТД-363 конструкции инж. Л. С. Чернова. Этот механизм выполняет все операции по формованию прямого участка воздуховода, прокатке, сборке и осадке продольного фальцевого соединения. Для получения готового воздуховода необходима еще одна операция офланцовки или отбортовки под бесфланцевое соединение. Воздуховоды, изготовленные на этом механизме, отличаются высокой точностью размеров.
Вентиляционные работы - Изготовление прямых участков прямошовных воздуховодов круглого сечения