Монтаж агрегированных блоков тепломеханического оборудования
Максимальное сокращение продолжительности строительства котельных достигается при совмещении работ по монтажу агрегированных блоков и зданий из легких металлоконструкций. Здания из легких металлоконструкций изготовляют и комплектно поставляют специализированные заводы.
При комплектно-блочном монтаже котельных установок особое внимание уделяют подготовке объекта к началу монтажных работ и в первую очередь вопросам комплектации и строительной готовности. К началу монтажных работ должен быть выполнен нулевой цикл здания, проложены подземные, наружные коммуникации (трубопроводы пара и горячей воды, мазута, водопровод и канализация), устроены подъездные пути к котельной и благоустроена территория, подготовлены монтажные площадки для разгрузки блоков и размещения конструкций здания котельной.
Размеры монтажных площадок под тепломеханическое оборудование могут быть уменьшены за счет ведения работ по установке блоков в проектное положение непосредственно «с колес».
Монтаж агрегированных блоков оборудования и конструкций здания выполняют пневмоколес-ным краном в такой последовательности. Устанавливают блок торцовой стены здания и блоки тепломеханического оборудования в первой ячейке здания. Затем монтируют рамные несущие конструкции, панели стен и кровли первой ячейки здания. Далее устанавливают блоки тепломеханического оборудования во второй ячейке здания, после чего монтируют рамные несущие конструкции, панели стен и кровли второй ячейки здания и т. д.
По мере установки блоков и панелей заделывают стыки ограждающих конструкций и монтируют трубопроводы между агрегированными блоками. Крупноблочные деаэрационно-питатель-ные установки при монтаже их в закрытом здании котельной устанавливают в проектное положение методом надвижки.
Блоки оборудования закрепляют к бетонному силовому полу толщиной 200 мм и более коническими самоанкерующимися болтами, глубина анкеровки которых в бетоне обеспечивают статическую равнопрочность резьбы с заделкой в бетоне. Такие болты могут быть введены в эксплуатацию сразу же после установки в отверстие и использованы многократно. При использовании само-анкерующихся болтов уменьшается расход металла на закрепление оборудования и высота фундаментов в тех случаях, когда она зависит от глубины заделки анкерных болтов, снижается трудоемкость работ по закреплению оборудования.
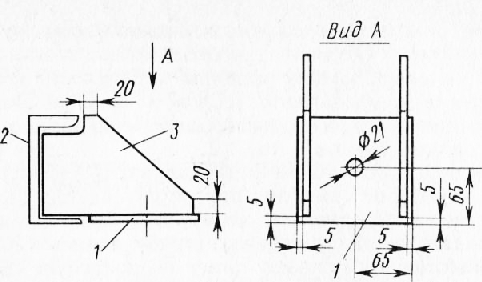
Для закрепления блоков изготовляют специальные кронштейны (рис. 2), которые приваривают к металлическим рамам блоков.
Отверстия в бетоне сверлят электрической сверлильной машиной с алмазным кольцевым сверлом, которое крепят к шпинделю специальным приспособлением. Гайки завертывают пневмогайко-вертом или трещоточным ключом.
Отверстия под самоанкерующиеся болты сверлят после установки и выверки оборудования через отверстия в кронштейнах рамы блока. Глубина отверстия для болтов М16 должна быть 120 мм. Периодически, углубив на 10…15 мм, сверло извлекают из отверстия, выключают машину и очищают сверло от крошек бетона. В процессе сверления необходимо соблюдать перпендикулярность оси сверлильной машины к плоскости фундамента. Подготовленные в фундаменте (силовом полу) цилиндрические отверстия очищают от посторонних включений, мешающих правильной установке болтов.
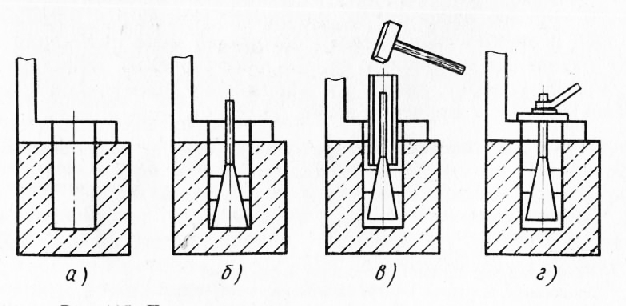
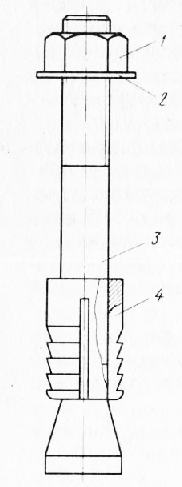
Самоанкерующиеся болты устанавливают в следующем порядке (рис. 3). Болт вместе с цангой опускают в подготовленное отверстие в фундаменте через отверстие в кронштейне. Затем опускают на цангу оправку (трубу длиной 150…200 мм) и ударом молотка насаживают цангу на конусную часть болта. Далее надевают шайбу и наживляют гайку, после чего гайку окончательно затягивают. Самоанкерующиеся болты рекомендуется заглублять не менее чем на пять диаметров.
Монтаж котлов - Монтаж агрегированных блоков тепломеханического оборудования