Монтаж экономайзеров
Змеевиковые экономайзеры большинства котлов устанавливают в конвективной шахте и крепят непосредственно к балкам каркаса. Поэтому собирать в блок змеевики экономайзера можно лишь вместе с элементами каркаса. При этом надо создавать дополнительные элементы жесткости на период транспортирования блока.
Перед сборкой проводят технический осмотр змеевиков, камер и балок, входящих в блок. Затем змеевики подготовляют к сборке, проверяя их прокаткой шара и обрабатывая концы под сварку. При проверке шар прокатывают по змеевику сжатым воздухом. Если шар застрянет в змеевике, его выдувают сжатым воздухом в обратном направлении. Если шар назад не выходит, то обстукиванием находят место, где он застрял, нагревают этот участок трубы и прокатывают второй шар меньшего диаметра. Бывают случаи, что застревают оба шара. Тогда участок трубы вырезают, а затем вваривают вставку.
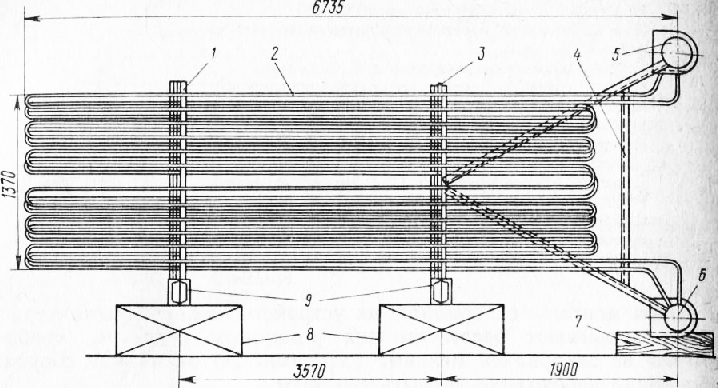
Сборка пакета экономайзера приведена на рис. 1. На подкладках из шпал устанавливают две балки и нижнюю камеру, после чего выверяют их взаимное расположение. Затем к балкам приваривают полосы, а к полосам и балкам — Две стойки для установки в них крайнего змеевика. По мере сборки змеевиков их концы заводят в очки нижней камеры, а после сборки всех змеевиков выверяют их положение и приваривают в камере.
Далее устанавливают временные конструкции и закрепляют на них верхнюю камеру. Выверив положение камеры и змеевиков их соединяют сваркой. После выверки положения стоек и змеевиков относительно друг друга и камер верхние концы каждого ряда стоек соединяют полосой.
При сварке блока проверяют соответствие геометрических размеров элементов блока проектным. Результаты измерений заносят в монтажный формуляр.
После окончания сборки и сварки проводят гидравлические испытания блока.
Аналогично собирают блоки нижнего и среднего пакетов.
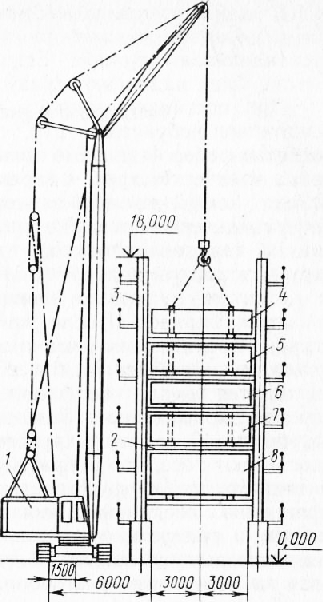
Перед подъемом собранный блок стропят универсальными стропами за монтажную балку, которую крепят к стойкам блока сваркой.
Монтаж нижнего, среднего и верхнего пакетов экономайзера выполняют краном. Перед монтажом блоков должен быть смонтирован каркас конвективной шахты котла, кроме связей задней стены, вместо которых устанавливают временную связь. Элементы задней стены каркаса монтируют по мере установки блоков конвективной шахты котла.
После того как выверят положение блока экономайзера, временные балки жесткости и стропы снимают.
Чугунные экономайзеры поставляют в блочном исполнении и россыпью.
В здание котельной собранный блок экономайзера в обмур0в. ке и обшивке подают по накаточному пути, а на фундамент устанавливают краном. Если грузоподъемность крана недостаточна, блок надвигают сразу на фундамент.
При поставке чугунного экономайзера россыпью проверяют состояние ребристых труб, причем количество дефектных или отбитых ребер не должно превышать 10 % от их общего количества, а количество труб с дефектными ребрами — не более 10 % 0т общего количества труб экономайзера. При отсутствии документации, свидетельствующей о гидравлическом испытании экономайзера на заводе-изготовителе, до начала монтажа все ребристые трубы и калачи подвергают гидравлическому испытанию.
Монтаж чугунного экономайзера начинают с установки и выверки каркаса. После чего последовательно собирают ряды труб, объединяя их калачами. Разность в длине труб в одном ряду должна быть не более 1 мм. На концах ребристых труб находятся квадратные фланцы, образующие при сборке торцовые стенки экономайзера. Так как ребра отстоят от одного конца трубы на 40 мм, а от другого — на 52 мм, то, разворачивая их, достигают того, что ребра труб следующего ряда располагаются между ребрами труб предыдущего ряда. Между трубами во фланцевых соединениях укладывают асбестовый шнур для уплотнения, а при установке калачей между их фланцами помещают паронитовые прокладки. Болты затягивают равномерно, завинчивая гайковертами крестообразно расположенные гайки.
В процессе сборки экономайзера между его секциями монтируют обдувочные устройства.
После гидравлического испытания, обмуровки блоков и их обшивки их стропят универсальными стропами за заводские проушины и монтируют краном.
При выверке опорных рам поставочных блоков допускаются следующие отклонения, мм: осей опорной рамы от проектного ожения — 3; рамы по высоте — 5; поверхности рамы от гори-П°нтального положения — 2 на всю ее длину; разности размеров диагоналей рамы — 3.
Монтаж котлов - Монтаж экономайзеров