Монтаж топок
Монтаж ручной топки типа РПК. В комплект поставки топок РПК входят колосниковая решетка в сборе, фронтовая плита, воздушный короб, шлаковый затвор, а также фундаментные болты и запасные части.
Колосниковую решетку поставляют блоком длиной от 915 до 1220 мм, шириной от 900 до 1100 мм в зависимости от ее производительности.
При приемке топки в монтаж проверяют ее комплектность и отсутствие видимых дефектов. Отдельные колосники в закрытом положении не должны выступать над поверхностью решетки более чем на 8 мм. В конструкции рамы колосниковой решетки предусмотрены монтажные риски для ее установки по оси фундамента, а также устройства для строповки рамы. На опорном швеллере передней плиты рамы отмечена краской площадка для установки уровня при выверке положения рамы на монтаже. Блок решетки монтируют монтажным краном в соответствии с требованиями эксплуатационной документации завода-изготови-теля и проекта производства работ.
Монтаж полумеханических топок типа ЗП-РПК. В объем поставки таких топок входят колосниковая решетка в сборке, фронтовая плита, воздушный короб, шлаковый затвор и пневмомеханические забрасыватели ЗП-400.
Колосниковая решетка РПК, поставляемая блоками, разделена на две секции шириной 900 или 1300 мм. Масса топок в зависимости от типоразмера до 5 т.
Пневмомеханические забрасыватели типа ЗП-400 закрепляют на фронтовой плите. После этого регулируют забрасыватель, чтобы обеспечить равномерное распределение угля на решетке и подачу угля. Защитные ограждения ременных и цепных передач забрасывателя крепят к его корпусу.
При приемо-сдаточных испытаниях забрасыватель обкатывают в течение 15 мин, в том числе 10 мин под нагрузкой 80… 85 Н- м. При обкатке регулируют срабатывание предохранительной муфты на нагрузку 95… 120 Н- м.
После окончания монтажа забрасыватели обкатывают в течение 4 ч, при этом проверяют плавность работы механизмов и органов управления.
Монтаж механической топки типа TЛ3M. В комплект поставки топки входят колосниковое ленточное полотно в сборе с рамой,1 передним и задним валами; пневмомеханические забрасыватели ЗП-400 или ЗП-600; предтопок; привод с электродвигателем и пускорегулирующей аппаратурой; клапан, крепежные детали, в т0м числе фундаментные болты, фасонные огнеупорные материа-лЫ и запчасти (см. рис. 22).
Колосниковое полотно собрано в жесткой сварной раме на салазках для удобства транспортирования и поставляется одним блоком после обкатки на заводе-изготовителе на стенде. Натяжение колосникового полотна регулируют натяжными винтами путем перемещения переднего ведущего вала с подшипниками. Масса блока решетки от 6 до 12,4 т в зависимости от типоразмеров топки. Ширина блока 810…2700 и 3950…5500 мм. Такелаж блоков топок ТЛЗМ при погрузочно-разгрузочных, транспортных и монтажных работах осуществляют краном, используя для строповки грузовые скобы на раме.
При монтаже раму с колосниковым полотном устанавливают на залитые в бетонный фундамент башмаки. На переднем башмаке со стороны привода раму жестко крепят болтами к башмаку, а опирание на остальные башмаки обеспечивает свободное тепловое расширение в продольном (от фронта) и поперечном (от привода) направлениях. Для выверки блока на колосниковой решетке на заводе-изготовителе наносят монтажные риски, обозначающие продольную ось топки. Допускаемое отклонение оси решетки от осей котла 2 мм. Отклонение от горизонтальности допускается 1 мм на 1м длины или ширины решетки, но не более 5 мм на всю длину.
После выверки и закрепления блока колосниковой решетки монтируют привод массой 930 кг с бесступенчатым регулированием частоты вращения. Блок устанавливают на фундамент и прицентровывают к переднему валу решетки. Допускаются отклонения: несоосность вала редуктора двигателя и вала решетки — 0,5…1 мм, зазор между муфтами— 10 мм.
Затем монтируют предтопок, который футеруют изнутри огнеупорным кирпичом, причем подвесной свод выполняют из кирпичей, которые продольными пазами опираются на чугунные балки таврового сечения, а переднюю и боковые стенки предтопка обмуровывают прямоугольным кирпичом.
Монтаж механической топки ТЧЗМ. В комплект поставки входят: рама решетки в сборе с задним валом и устройством удаления провала, колосниковое чешуйчатое полотно, передний вал, направляющее устройство, пневмомеханические забрасыватели, привод, клапаны, крепежные детали, фасонные огнеупорные материалы и запасные части.
Цельносварную раму решетки, собранную с задним валом и системой удаления проваливающегося шлака, монтируют на фундаменте и закрепляют аналогично блоку решетки, топки ТЛЗМ.
Колосниковое чешуйчатое полотно, поставляемое отдельными сборочными единицами, состоит из стальных пластинчатых цепей с большими и малыми звеньями, соединенными между собой расклепанными пальцами, соединительных валиков, на которые надевают чугунные опорные ролики, чугунных держателей, закрепленных между пластинками цепей с помощью зашплинтованных пальцев и колосников, устанавливаемых цапфами в углублении держателей.
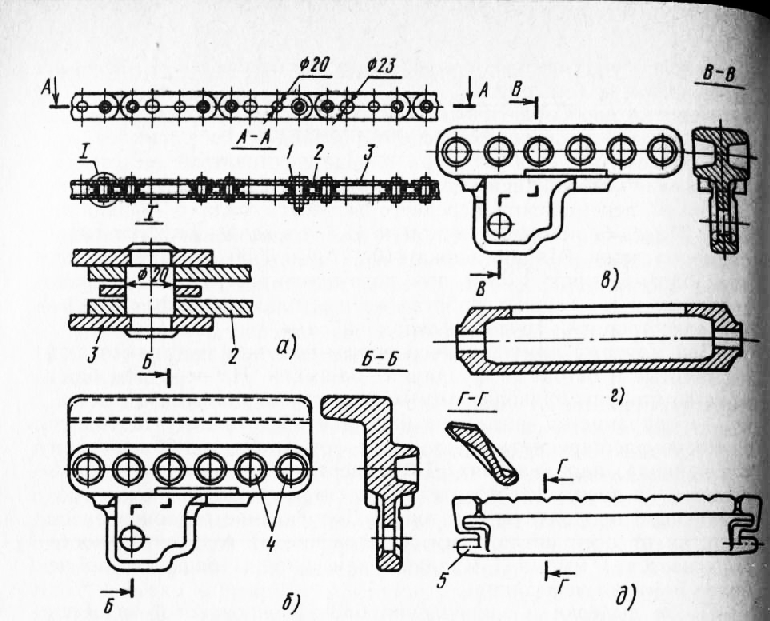
Цепи чешуйчатого колосникового полотна располагают таким образом, чтобы удлиненная часть держателей была направлена в сторону, противоположную движению полотна. Поэтому при укладке цепей следят за тем, чтобы малые отверстия диаметром 20 мм больших звеньев цепи располагались впереди больших отверстий диаметром 23 мм. Для полотна решетки в топке ТЧ прямого хода малые отверстия расположения ближе к заднему валу, для полотна решетки ТЧЗМ обратного хода — ближе к переднему валу.
Замыкающие болты цепей располагают на одной линии головками к зубьям звездочек. Соединительные валики устанавливают одновременно с роликами, пропуская их сбоку через люк в щеке или через проем для переднего вала. Чтобы предварительно зафиксировать цепи по ширине, следует поставить держатели через пять-шесть рядов. Хвостовики держателей должны свободно помещаться между большими звеньями цепи и входить в пазы на соединительных валиках. Этим достигается точное фиксирование расстояния (370 мм) между цепями.
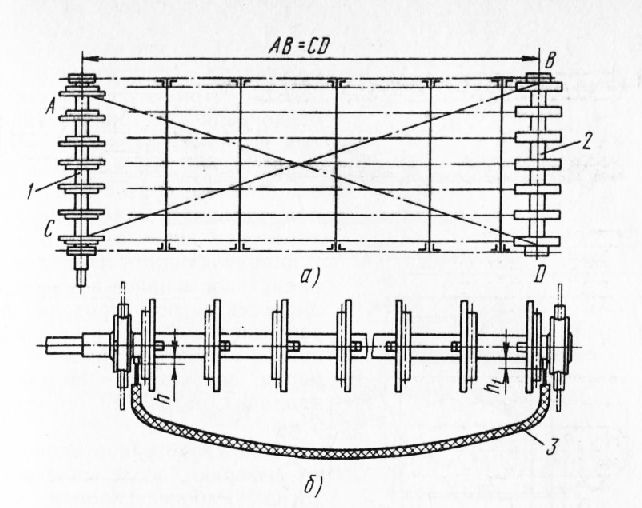
а — взаимное положение валов в плане; б — горизонтальность по гидравлическому уровню, 1 — передний вал, 2 — задний вал, 3 — гидравлический уровень
Пальцы для крепления держателей зашплинтовывают так, чтобы их головки были направлены в сторону звездочки.
Колосники устанавливают по шесть штук в углубления 4 держателей одновременно с последними. Установленные колосники могут свободно перемещаться до 3 мм в продольном направлении и до 2 мм в вертикальном. Крайний держатель должен скользить по боковому уплотнению без заедания. Зазор между держателем и боковым уплотнением допускается не более 1 мм. Для проверки зазоров надо снять один крайний держатель и медленно прокрутить полотно.
После монтажа решетки и чешуйчатого полотна выполняют натяжение полотна путем перемещения ведущего вала натяжными винтами. Затем монтируют предтопок, фронт котла и пневмомеханические забрасыватели.
Монтаж механической топки типа ТЧ. В комплект поставки топок типа ТЧ входят: рама решетки, колосниковое чешуйчатое полотно, передний и задний валы, угольный ящик, направляющее устройство, шлакосниматель, клапаны, привод, крепежные детали, фасонные огнеупорные материа.
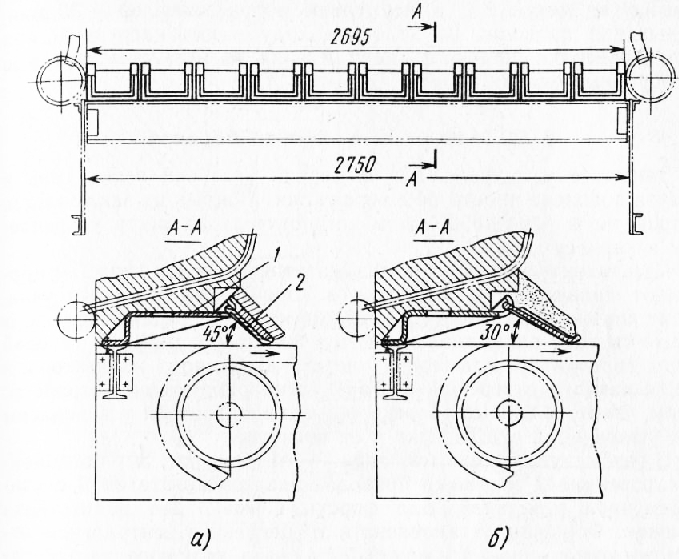
Сварную раму решетки шириной 2750…3120 мм и длиной по осям валов 5600…8000 мм в зависимости от типоразмера топки монтируют на фундаменте и закрепляют, как было описано выше.
Далее монтируют передний и задний валы, устанавливают их в прорези щек рамы, и выверяют их взаимное положение. Горизонтальность валов проверяют гидроуровнем. При этом допускаются отклонения от горизонтальности для переднего вала — 1 мм, для заднего — 2 мм на 1 м ширины решетки. Негоризонтальность валов устраняют, помещая подкладки между корпусом подшипника и направляющими планками. Параллельность валов и перпендику-, лярность их осей продольной оси решетки проверяют по расстояниям между валами и размером диагоналей. Расхождение в длине диагоналей допускается 5 мм.
Положение валов окончательно выверяют после монтажа полотна. Рабочие кромки зубьев звездочек должны находиться в одной плоскости, совпадающей с осью вала. Каждый ряд зубьев проверяют натянутым шнуром. Допускаемое отклонение зубьев должно быть не более 3 мм.
Монтаж чешуйчатого полотна и остальных сборочных единиц топки типа ТЧ аналогичны описанным выше.
При монтаже воздуховодов и металлоконструкций бокового перекрытия на патрубках подвода воздуха устраивают люки для доступа в зоны решетки. Клапаны должны свободно открываться и закрываться.
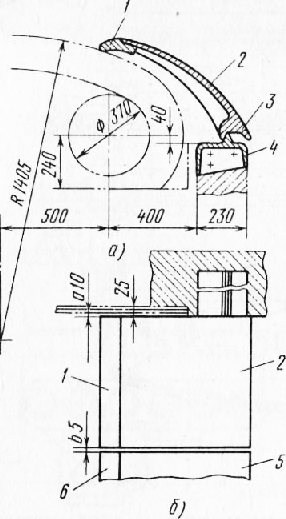
При монтаже шлакоснимателя решетки типа ТЧ чугунную балку, собранную из отдельных элементов, помещают на выложенную кирпичную стенку и выверяют ее горизонтальность. Концы балки заделывают в кладку, оставляя торцовый зазор размером 10…15 мм, необходимый для компенсации ее теплового расширения. Наконечники должны скользить по колосниковому полотну, обеспечивая небольшое покачивание шлакоснимателя в «ласточкином хвосте». Широкие плиты шлакоснимателя устанавливают по краям, соблюдая зазор а между крайними плитами и панелью и зазора b между отдельными плитами.
При монтаже заднего уплотнения решетки обратного хода на задней поперечной балке рамы решетки на болтах закрепляют опорные кронштейны. На кронштейны навешивают наклонные колосники, которые нижними концами скользят по колосниковому полотну. Наклонную поверхность колосников защищают шамотным огнеупорным кирпичом или накопившимся шлаком.
После окончания монтажа колосникового полотна и забрасывателей проверяют правильность сборки оборудования посредством обкатки полотна и забрасывателей на холостом ходу с максимальной скоростью в течение не менее 24 ч. Перед обкаткой необходимо осмотреть и очистить от строительного мусора и посторонних предметов колосниковое полотно и забрасыватели, заполнить смазочным материалом полости корпусов подшипников и масляные ванны редуктора. Обкатку начинают с минимальной скорости, постепенно доводя ее до максимальной.
Ручные полумеханические и механические топки окрашивают на заводе-изготовителе: привод и забрасыватели в серый цвет, кроме законсервированных поверхностей. Поверхности чугунных Деталей, не вошедших в сборочные единицы, кроме деталей колосникового чешуйчатого полотна должны быть огрунтованы.
На заводе-изготовителе топки подвергают приемо-сдаточным испытаниям: каждую решетку с ленточным колосниковым полотном (ТЛЗМ) и каждую тридцатую решетку с чешуйчатым полотном (ТЧЗМ и ТЧ), каждый привод колосникового полотна и каждый забрасыватель. Приемо-сдаточные испытания проводят в течение не менее 2 ч, а испытания забрасывателей — 30 мин. Испытания проводят на холостом ходу и под нагрузкой, при этом проверяют плавность хода и взаимодействие механизмов и сборочных единиц топки.
Монтаж котлов - Монтаж топок
Разделы
Содержание блога
- Сделай сам
- Разные вещи
- Обстановка дома
- Садовые мелочи
- Идеи дизайнеров
- Архитектурные фантазии
- Вторая жизнь вещей
Содержание сайта.
Другое
Статьи по теме "Монтаж котлов"