Монтаж тягодутьевых установок
Монтаж дымососов и вентиляторов. Как правило, заводы-изготовители тягодутьевых машин гарантируют их консервацию Для хранения в течение 6 мес со дня отгрузки. При более длительном хранении проверяют состояние оборудования и, если необходимо, производят его переконсервацию.
Тягодутьевые машины одностороннего всасывания поставляют в собранном виде или укрупненными блоками. Машины Двустороннего всасывания из-за больших габаритов поставляют отдельными сборочными единицами и частично блоками. При приемке тягодутьевых машин в монтаж проверяют их комплектность и отсутствие видимых дефектов.
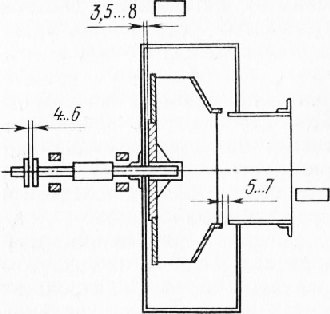
Монтаж дымососов и вентиляторов одностороннего всасыва-*ия выполняют в такой технологической последовательности. Корпус подшипников с валом и рабочим колесом закрепляют на Фундаментной раме болтами. Отклонение оси вала от горизон-Ли Допускается не более 0,1 мм на 1 м длины вала. Затем на фундаментную раму помещают электродвигатель, закрепляя его болтами, центрируют валы и собирают соединительные муфты. Корпус подшипников и электродвигателя устанавливают таким образом, чтобы можно было под опорные поверхности электродвигателя поместить пакет прокладок общей высотой не менее 3…5 мм. Меньшая толщина прокладок будет затруднять повторное центрирование механизма в процессе эксплуатации и ремонта.
Далее снимают заглушку с отверстия в торцовой стенке корпуса улитки механизма и освобождают рабочее колесо. Корпус улитки располагают на фундаменте таким образом, чтобы конец вала механизма вошел в отверстие в торцовой стенке улитки. Перед посадкой рабочего колеса на шейку вала посадочное отверстие ступицы рабочего колеса и шейку вала тщательно очищают от грязи и смазочного материала. В паз шейки вала устанавливают шпонку и легкими ударами по деревянной или медной оправке насаживают рабочее колесо на вал, закрепляя его стопорной гайкой. С помощью подкладок, помещаемых под опорные лапы улитки, и путем перемещения улитки в нужном направлении создают необходимые зазоры между рабочим колесом и кожухом. Зазор между торцом крыльчатки и стенкой кожуха должен составлять от 3,5 до 8 мм по всей плоскости вращения.
В некоторых случаях для установки рабочего колеса снимают разъемную крышку корпуса улитки или торцовые полукруглые диафрагмы.
Направляющий аппарат вентилятора или дымососа соединяют болтами с всасывающим патрубком. Плотность перекрытия лопатками всасывающего патрубка и отсутствие заеданий проверяют, поворачивая привод лопаток направляющего аппарата. В крайних положениях рукоятки привода делают соответствующие отметки «открыто» и «закрыто». Затем собирают линию охлаждения подшипников дымососа и заливают масло в корпус подшипников.
При установке на фундаментную раму тягодутьевого агрегата, поступившего собранным блоком, проверяют надежность крепления улитки к кронштейну ходовой части механизма, соответствие разворота нагнетательного патрубка положению, указанному в проекте, а также наличие необходимых зазоров между крыльчаткой и кожухом.
Монтаж дымососов двустороннего всасывания осуществляют в такой последовательности. Собирают улитки со всасывающими карманами и осевыми направляющими аппаратами, а также приваривают подставки под всасывающие карманы. Кожух устанавливают на фундамент и выверяют его по осям фундамента и по высотной отметке оси вала. Затем отсоединяют съемные части кожуха, снимают крышки подшипников, после чего вынимают вал с насаженным рабочим колесом. Далее на фундамент помещают корпуса подшипников, затем в кожух и подшипники укладывают вал с рабочим колесом, горизонтальность положения вала проверяют гидроуровнем.
После выверки корпусов подшипников по отношению к валу, производят окончательную сборку и выверку всего агрегата.
Монтаж вентиляторов двустороннего всасывания начинают с установки на заранее подготовленные места фундамента нижней части улитки с заведенными в неё фундаментными болтами. Затем размещают рамы под карманы и подставки под ходовую часть. В соответствии с маркировкой устанавливают нижние части корпусов направляющих аппаратов и закрепляют болтами к нижней части улитки вентилятора. После этого помещают нижние части карманов на рамы и закрепляют их болтами к раме и к нижней части направляющего аппарата. Далее ходовую часть заводят в нижнюю часть улитки и устанавливают на подставки.
После установки и закрепления болтами верхней части улитки, а также верхних частей направляющих аппаратов и карманов центрируют улитку и ходовую часть. Зазор между рабочим колесом и всасывающей воронкой должен быть равномерным по всей окружности и одинаковым с обеих сторон рабочего колеса. Центрирование ходовой части и корпусов подшипников выполняют с помощью металлических подкладок, устанавливаемых под опорной частью подставок.
Монтаж газовоздухопроводов. Газовоздухопроводы изготовляют на заводах монтажных заготовок или производственных базах монтажных организаций отдельными участками. Чтобы сократить трудозатраты на подгонку и исправление дефектов при монтаже, при изготовлении производят контрольную сборку блоков газовоздухопроводов.
Перед монтажом проверяют качество сварных швов, геометрические размеры, а также отсутствие видимых дефектов. Кроме того, проверяют герметичность газовоздухопроводов, так как подсос воздуха в газоходы и утечка воздуха из воздухопроводов приводят к перегрузке дымососов и вентиляторов и увеличению тепловых потерь. Сварные швы и фланцевые соединения — основные места, где могут быть неплотности соединения. Плотность монтажных сварных стыков проверяют смачиванием керосином. Фланцевые соединения собирают без перекосов и уплотняют прокладками из асбестового картона (ГОСТ 2850—80*) или шнура (ГОСТ 1779—83*Е). Асбестовый шнур укладывают змейкой между болтовыми отверстиями и внутренней стороной фланца.
Газовоздухопроводы собирают отдельными узлами или блоками. Монтаж блоками более целесообразен, так как позволяет производить подгоночные и сборочные работы внизу и сокращает число операций, выполняемых на высоте. На монтажной площадке для контроля собирают и подгоняют смежные блоки, чтобы облегчить соединение монтажных стыков на высоте. В этом случае на высоте соединяют лишь небольшое количество монтажных стыков между блоками.
Монтаж газовоздухопроводов начинают с разметки трассы и установки постоянных опор и подвесок, которые должны обеспечивать тепловые расширения закрепляемых на них газовоздухопроводов. В качестве опорных конструкций применяют кронштейны, жесткие и пружинные подвески. Опорные конструкции приваривают к закладным деталям железобетонных колонн или закрепляют на них с использованием стяжных шпилек. К стенам и другим элементам здания опорные кронштейны крепят путем бетонирования или с помощью стяжных болтов. Положение опор и подвесок размечают гидравлическим уровнем и рулеткой, используя высотные метки (реперы), нанесенные на строительных конструкциях здания.
Газовоздухопроводы поднимают грузоподъемными механизмами, при этом их стропят за приваренные к ним такелажные скобы или «в обхват». Грузовой строп до окончательного закрепления блока на постоянных опорах или подвесках снимать нельзя.
Блокам газовоздухопроводов, которые включают в себя линзовые компенсаторы, клапаны, шиберы, заслонки, придают дополнительную жесткость. Для этого в месте установки компенсатора вдоль оси газовоздухопровода приваривают перемычки из металлических скоб.
Газовоздухопровод должен опираться на опору по всей ширине короба. Если между коробом и опорой образовался зазор, его устраняют, используя стальные подкладки, которые приваривают к опоре. Вертикальные участки газовоздухопроводов закрепляют на перекрытии приваренными к коробу лапами. Если между опорной частью лап и перекрытием образовался зазор, его устраняют с помощью металлических подкладок соответствующей толщины.
Равномерное натяжение тяг подвесок регулируют гайками на тягах или винтовыми стяжками. Отклонения положения газовоздухопроводов от проектных осей по вертикали и горизонтали не должны превышать 30 мм.
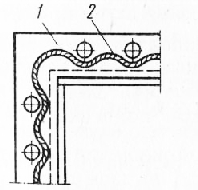
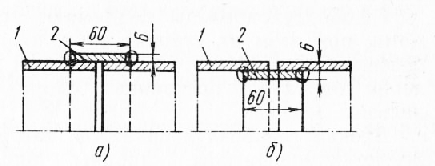
Наиболее трудоемкая операция при монтаже газовоздухопроводов — соединение монтажных стыков. В некоторых случаях для этого приходится выполнять подгоночные работы. При сборке фланцевых соединений зазор между фланцами должен быть равен толщине прокладки; непараллельность фланцев допускается не более 2…5 мм. Размер зазора регулируют перемещением одного из блоков. Если же это выполнить не удается, газовоздухопровод разрезают в удобном для работы месте, перемещают в нужном направлении и собирают фланцевое соединение. Образовавшийся зазор закрывают внахлестку по периметру пригоночными планками 2 (рис. 166), которые приваривают к стенкам I короба. Прежде чем газовоздухопровод разрезать, обеспечивают его устойчивое положение временными опорами и подвесками.
Прокладки во фланцах располагают таким образом, чтобы их края не выходили внутрь газовоздухопровода, так как это приводит к увеличению аэродинамического сопротивления газовоздушного тракта. Чтобы фланцевая прокладка не разрывалась, отверстия для болтов пробивают в ней конусной оправкой.
В процессе подгонки сварных стыков иногда приходится разрезать короб по углам и подгибать листы. Размер зазора между кромками стыкуемых листов регулируют путем стягивания коробов. Для этого к стенкам стыкуемых коробов приваривают уголки с отверстиями, в которые вставляют болты и с их помощью стягивают короба. Если все же зазор велик и устранить его трудно, короба соединяют пригоночными планками. После выполнения подгоночных работ фланцевые соединения стягивают болтами, обжимают прокладки, за счет чего обеспечивается плотность соединения.
При сборке участков прямоугольных коробов обеспечивают соосность продольных ребер жесткости на стыкуемых стенках и надежно сваривают их между собой.
Перед установкой линзовых компенсаторов с них удаляют предохранительные распорки и выполняют их растяжку. Величина растяжки, зависящая от высоты линзы (волны), составляет около 5 мм на одну волну компенсатора. Компенсатор растягивают путем расклинивания каждой волны изнутри брусками одинаковой длины или разжимными шпильками. Линзовый компенсатор располагают на газовоздухопроводе таким образом, чтобы приваренный конец защитной рубашки находился со стороны входа газов. Это делают для того, чтобы волны компенсатора не забивались золой и пылью.
Клапаны, шиберы и заслонки присоединяют к газовоздухопроводам без перекосов и натягов, так как в противном случае это приводит к их короблению, заедакню и поломке чугунных фланцев. Для удобства пользования на этих приборах делают отметки крайних положений и направлений открытия и закрытия.
Работа тягодутьевого механизма зависит от качества подсоединения к нему газовоздухопроводов. Поэтому газовоздухопроводы необходимо присоединять к дымососу или вентилятору без перекоса в соединительных фланцах. Тягодутьевой механизм разгружают от собственного веса газовоздухопроводов с помощью опор и подвесок.
Монтаж котлов - Монтаж тягодутьевых установок
Разделы
Содержание блога
- Сделай сам
- Разные вещи
- Обстановка дома
- Садовые мелочи
- Идеи дизайнеров
- Архитектурные фантазии
- Вторая жизнь вещей
Содержание сайта.
Другое
Статьи по теме "Монтаж котлов"