Обработка стальных труб
Обработка стальных труб состоит из трех операций: перерезки, нарезания резьбы и изгибания. Обрабатывают трубы как на станках, так и при помощи ручного инструмента.
Прежде чем подвергнуть обработке отрезок трубы, необходимо установить ту конечную длину, которую он должен иметь после обработки.
Заготовленный для монтажа отрезок трубы с нарезанными на нем резьбами при ввертывании в фасонную часть или муфтовую арматуру не доходит до их середины, а входит в них не более чем на длину короткой резьбы. Поэтому различают чисто теоретическую длину изделия, замеренную по длине в натуре или определяемую по чертежу между центрами фасонных частей так называемую строительную длину, и фактическую длину заготовляемой детали с учетом некоторых расстояний между центрами фасонных частей и витками внутренних резьб, ближайшими к этим центрам, — так называемую монтажную длину.
Таким образом, в трубопроводе, соединяемом на резьбе, монтажная длина всегда меньше строительной. Разницу в длине называют скидом. При разметке труб для фланцевых соединений требуется давать припуск на отгибаемый борт или на разбортовку кромки отреза к фаске фланца.
С учетом указанных соображений производят разметку труб и их перерезку.
Для механизации разметки труб можно использовать специальное мерное устройство. Оно может обрабатывать трубы с условным проходом от 15 до 60 мм и длиной отмеряемых участков от 40 до 5000 мм.
При перерезке требуется, чтобы плоскость сечения по перерезу была перпендикулярна оси трубы (за исключением случаев, когда нужен скос), а кромка была чистой, без внешних и внутренних заусенцев. Внешние заусенцы могут затруднить нарезку резьбы и привести к порче нарезающий инструмент, а внутренние — сузить проход трубы и, если их много, увеличить сопротивление сети пропуску транспортируемой среды.
Ручными инструментами для перерезки труб служат ножовочные станки и роликовый труборез. Ножовочный станок перерезает трубу медленнее трубореза, но зато почти не оставляет заусенцев; труборез работает быстро, но оставляет внутренние и наружные заусенцы, которые приходится удалять.
Любой труборез, независимо от его конструкции, состоит из корпуса, режущих роликов и нажимной части. Ролики имеют чечевицеобразное сечение.
Для механической перерезки труб существуют две разновидности станков: одни действуют по принципу ручного однороликового трубореза, режущей деталью которых является режущий ролик-диск, а другие станки имеют резец, аналогичный резцу токарного станка.
Малая механизация перерезки труб диаметром 15— 50 мм осуществляется с помощью универсального построечного механизма. Механизм весит около 90 кг. Он снабжен двумя выдвижными рукоятками, посредством которых легко переносится двумя рабочими.
Гнутье труб производится как в холодном, так и в нагретом состоянии. Холодное гнутье применяют для труб диаметром от 15 до 200 мм включительно. Трубы бесшовные диаметром от 219 до 376 мм включительно гнут в нагретом состоянии. Трубы водогазопроводные больших диаметров, как правило, не гнут совсем, а необходимые отводы выполняют сваркой соответственно выкроенным сегментам.
Для гнутья холодным способом пользуются специальными станками. Гнутье горячим способом выполняют на особых трубогибочных площадках, оснащенных специальным оборудованием.
К изгибу стальной трубы предъявляются два требования: у трубы должно быть плавное очертание изгиба без переломов, здесь недопустимы ни деформации в поперечном сечении изгиба, ни разрывы по шву.
Радиус изгиба зависит от диаметра трубы и толщины ее стенки. Чем меньше радиус изгиба, тем больше металл вытягивается по выпуклой стороне отвода и тоньше становится стенка этой стороны, следовательно, труба ослабляется и одновременно больше становится сопротивление отвода движению протекающей среды, т. е. гидравлическое сопротивление. В то же время увеличение радиуса изгиба создает затруднение монтажного порядка, так как отвод получается громоздким и ось его слишком отходит от стены, на которой прокладывается труба.
Таким образом, в интересах прочности и уменьшения гидравлических сопротивлений следует гнуть трубы с возможно большим радиусом изгиба, а по монтажным условиям добиваться минимального радиуса.
Гнутая деталь — это отрезок трубопровода, на котором согнуты один или несколько отводов, расположенных в одной или нескольких плоскостях.
При изготовлении такой детали задача монтажника так определить длину прямого отрезка трубы, чтобы после выполнения на нем необходимых изгибов он приобрел точную монтажную длину, а изделие можно было свободно вмонтировать в соответствующий участок трубопровода без дополнительных отрезок и повторного нарезания резьб. Эту длину называют заготовительной.
Для определения заготовительных длин отрезков труб при гнутье составлены специальные таблицы. Для холодного гнутья труб диаметром 15, 20, 25 мм ручным способом пользуются трубогибом СТВ конструкции Вольнова (рис. 1). Он имеет неподвижный полуролик и подвижный полный ролик. Оси обоих закреплены в вилке поводка. На стержень станка насаживается труба-рычаг длиной около 1,5 м. При перезаправке станка с одного диаметра на другой необходима смена обоих роликов. Кроме одноручьевых трубогибов применяются двухручьевые. Все они крепятся к верстаку.
Механизированные трубогибочные станки работают на том же принципе с использованием соответствующих роликов и полуроликов с применением электропривода.
Какая бы форма роликов ни применялась в трубо-гибочных станках, профиль сечения по изгибу всегда в той или иной мере приобретает овальное очертание.
Устранить этот недостаток можно только путем применения особых оправок, обработанных на токарном станке и вставляемых внутрь трубы на участке изгиба.
Фигурное гнутье уточек и скоб может быть выполнено не на гибочных станках, а штампованием на фрикционных прессах.
Трубы диаметром 218 мм и выше гнут не в холодном, а в горячем состоянии. Для того чтобы предотвратить водиться. Конусная резьба, нарезаемая, как правило, за один проход, может быть также выполнена и цельной плашкой, так называемой леркой.
Направляющая деталь предназначена обеспечить устойчивое положение клуппа во время работы, благодаря чему предотвращается возможность перекоса резьбы.
Корпус клуппа конструируется в зависимости от типа плашек, которые должны быть надежно закреплены в плашечных гнездах корпуса.
В центральных заготовительных мастерских и монтажных заводах нарезание трубных резьб производится на специальных станках.
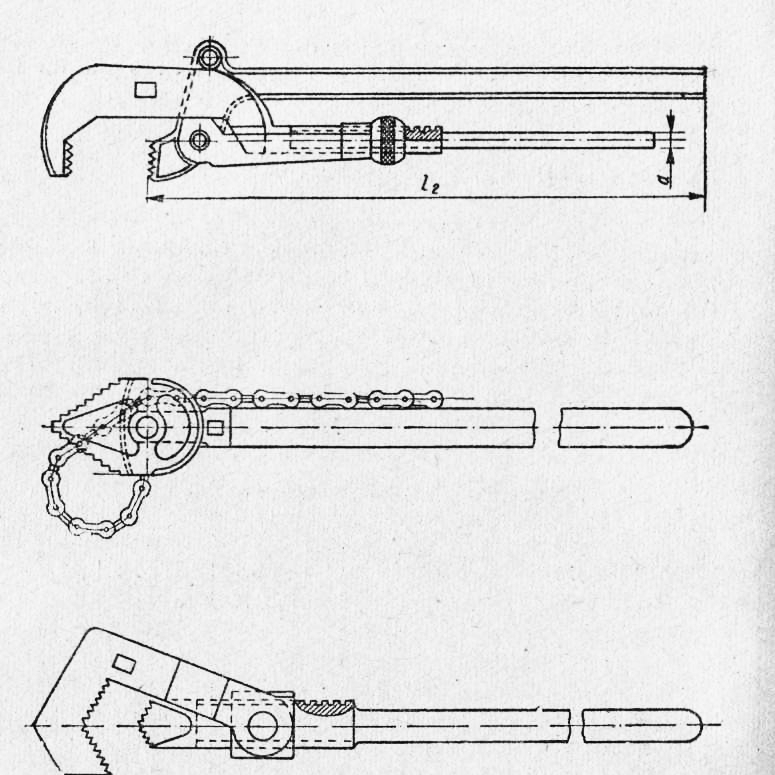
Для производства сборочных операций применяют трубные ключи (рис. 2), а для зажима труб — прижимы различных конструкций.
Для механического навертывания фитингов может использоваться специальный механизм, работающий от пневматической сети.
Отопительные системы - Обработка стальных труб