Организация работ по ремонту погружных насосов
Демонтированный из скважины насос чистят, моют и разбирают в механических мастерских, электродвигатель ремонтируют в электро-, а насос — в слесарно-токарном цехе. Для определения характера ремонта электродвигатель устанавливают на испытательный стенд и замеряют сопротивление изоляции обмотки статора.
После проверки сопротивления изоляции обмотки статора электродвигатель разбирают, определяют дефекты и заполняют дефектиро-вочную карту. При необходимости обмотку статора перематывают, снимают старую обмотку и металлическим ершом очищают пазы статора от ржавчины и грязи, затем, протягивая провод через пазы, производят новую обмотку.
Изоляция паза выполняется в виде гильзы. В качестве материала используется пленка ПХВ.
Для каждой марки электродвигателя при перемотке необходим набор шпилек, причем обмоточный провод предварительно натирают парафином или тальком. Намотку осуществляют два обмотчика, находящиеся по обе стороны статора электродвигателя. После намотки каждой обмотки проверяют сопротивление ее изоляции. Концы обмотки соединяют согласно схеме и изолируют полихлорвиниловой лентой.
В погружных электродвигателях сила тока холостого хода колеблется в пределах 25… 50% от номинала и зависит от мощности электродвигателя. Поэтому при дефектации особое внимание следует уделять состоянию магнитопроводов ротора и статора.
При большом износе ротора или статора необходима перешихтовка железа. Зазор между ротором и статором не должен превышать 0,5 мм на сторону. С увеличением этого зазора увеличивается ток холостого хода, а следовательно, снижается его мощность на валу.
В современных погружных электродвигателях применяются резинометаллические подшипники с водяной смазкой. В процессе работы в подшипниках истирается резина. Восстанавливают подшипники двумя способами: либо из нержавеющей стали вытачивают новую защитную втулку и подгоняют по диаметру к подработанному резино-металлическому подшипнику и надевают на ротор, либо вместо резины запрессовывают текстолит, просверливают отверстие с последующей шабровкой до тех пор, пока ротор будет свободно проворачиваться вручную.
Наиболее ответственным узлом погружного электродвигателя является узел пяты, воспринимающий механическую и неуравновешенную гидравлическую нагрузки. Восстанавливают узел пяты электродвигателя фторопластовым материалом марки «КВ».
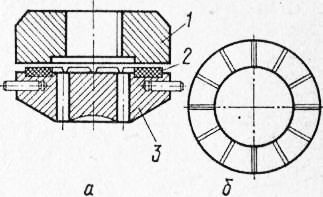
Проверяют поверхность пяты (рис. 1, а) и при необходимости протачивают и шлифуют. Из фторопластового материала вытачивают кольцо диаметром, зависящим от конструкции пяты. Для запрессовки фторопластового кольца в подпятник (3) и выдавливания в нем 12 смазочных канавок из стали СтЗ изготовлен специальный пуансон (см. рис. 1, б). Под пресс закладывают подпятник, кольцо и пуансон. Выдавленные канавки во фторопластовом кольце подпятника с одной стороны имеют острые стенки, с другой — несколько округленные. Вода, поступающая в канавки подпятника, при вращении пяты затягивается со стороны округленных стенок канавок на всю поверхность кольца, образуя при этом водяную микропленку, разделяющую рабочие поверхности пяты из нержавеющей стали и подпятника из фторопласта и служащую для смазки этих поверхностей,
Работа пят и подпятников, восстановленных в погружных электродвигателях, показала, что фторопластовый материал «КВ» устойчив к механической нагрузке и истиранию и не подвергается химическому воздействию.
После ремонта электродвигатель испытывают на холостом ходу-—проверяют существенные для его работы величины, прирабатывают подшипники и измеряют мощность холостого хода.
В процессе ремонта погружных насосов контролируют все детали и узлы с целью определения их пригодности к дальнейшей эксплуатации. На каждый поступающий в ремонт насос заполняется ведомость дефекта-ции, к которой прилагаются протоколы испытаний и другая документация. Рабочие колеса насосов ЭЦВ 8-40-165 и ЭЦВ 8-40-180, выполненные из пластмассы, требуют частичной, а иногда и полной замены уже при первом капитальном ремонте через 9—10 мес эксплуатации. Поэтому пластмассовые рабочие колеса заменены чугунными. По изготовленным моделям отливают рабочие колеса и к насосам других марок, например из алюминия — лопаточные отводы и плавающие уплотнитель-ные кольца к насосам ЭЦВ 10-63-110 и ЭЦВ 10-63-150. Из стальных труб и листовой стали изготовляют корпуса (стаканы) насосов. Иногда с целью увеличения или уменьшения напора насоса добавляют или снимают одно-два рабочих колеса. Соответственно изготовляют новый вал увеличенной длины и шпильки или укорачивают существующий вал. При увеличении числа рабочих колес к насосу подбирают электродвигатель большей мощности.
Отремонтированные насос и электродвигатель соединяют, затем испытывают. По снятым показаниям водосчетчика, амперметра и манометра составляют новую характеристику насоса.
Системы артезианского водоснабжения - Организация работ по ремонту погружных насосов