Соединение сваркой
При соединении и оконцевании алюминиевых жил сваркой всеми способами необходимо выполнять следующие требования: предохранение от пережигания отдельных проволок жил; защита изоляции от перегрева и повреждения; предотвращение растекания алюминия; защита изоляции от непосредственного действия пламени, алюминия от окисления в процессе сварки, а места соединения и оконцевания от коррозии.
Соединение и ответвление однопроволочных алюминиевых жил сечением до 10 мм2 электросваркой производят клещами с угольным электродом при отсутствии или наличии флюса. В первом случае сплавление концов жил в монолитный стержень осуществляют в обойме, нагреваемой угольными электродами, во втором случае расплавление концов жил, предварительно зачищенных, скругленных и покрытых флюсом, — непосредственно угольным электродом без обоймы до образования на торцах шарика расплавленного металла. В обоих случаях источником электроэнергии для сварки служит трансформатор мощностью до 1 кВ А со вторичной обмоткой напряжением 6—9—12 В.
Электросварку скруток одножильных проводов как алюминиевых, так и медных с алюминиевым суммарным сечением до 10 мм2 выполняют стационарным полуавтоматическим сварочным аппаратом ВКЗ-1 с помощью сварочного пистолета (без использования флюса). Аппарат предусматривает прекращение сварки в момент оплавления проводов на заданную длину; его производительность две-три сварки в минуту.
Электросварку соединений и оконцеваний многопроволочных жил проводов и кабелей контактным разогревом осуществляют угольным электродом от сварочного трансформатора напряжением 6—12 В. Соединение многопроволочных алюминиевых жил производят в два приема: сплавление концов соединяемых жил в монолитный стержень и сварка их в открытой форме. При оконцевании конец жилы вводится в гильзу наконечника и сплавляется с верхней выступающей частью гильзы в общий монолитный стержень. Схемы, приемы и последовательность операций сварки подробно рассмотрены в учебных пособиях и в специальной инструкции. Электросварка контактным разогревом в основном применяется для соединений и ответвлений алюминиевых проводов мелких сечений, особенно на линиях стендовой заготовки осветительных электропроводок. При оконцевании алюминиевых жил проводов и кабелей метод контактного разогрева не используется, поскольку малопроизводителен и требует применения литых алюминиевых наконечников.
Кроме сварочных трансформаторов со вторичным напряжением 6-9 В и угольных электродов для сварки многопроволочных жил требуются: охладители со сменными втулками для жил разных сечений с проводами для подключения к сварочному трансформатору; открытые формочки (стальные или угольные для сварки жил встык или разъемные для сплавления жил в монолит); присадочные прутки (из алюминия или меди 0 3 — 8 мм, проволоки из жил кабеля или нарезанные прутки из медных либо алюминиевых шин); асбестовый шнур (или листовой асбест толщиной 2 — 3 мм для уплотнения формочек); флюсы (для покрытия поверхности свариваемых жил с целью удаления окиси металла, образующейся в процессе сварки).
Кроме электросварки угольным электродом производят сварку в среде защитного газа. Оконцевание алюминиевых жил сечением от 16 до 240 мм2 выполняют в наконечниках ШАС, которые приваривают к жиле полуавтоматом, например ПРМ, или ручной аргонно-дуговой сваркой неплавящимся (вольфрамовым) электродом, при этом флюсы не нужны. В качестве защитного газа от кислорода воздуха используют аргон первого сорта А. Для пополнения сварочной ванны металлом служит присадочная проволока из алюминиевого сплава СвПК5.
Надежным способом соединения алюминиевых жил проводов и кабелей является термитная сварка, к преимуществам которой относят простоту технологии, малые габариты и массу приспособлений, независимость от источников энергии.
Сварочный процесс происходит в специальном термитном патроне, который представляет собой цилиндрическую формочку (кокиль) из мягкой листовой стали с напрессованной на нее термитной массой, называемой муфелем. Муфель состоит из смеси порошкообразного магния и железной окалины. На боковой поверхности патрона (на середине длины) имеется литниковое отверстие, используемое для введения в кокиль присадочного прутка и мешалки. В комплект патрона входят также алюминиевые втулки, надеваемые на концы жил для предохранения от расплавления верхних повивов проволоки.
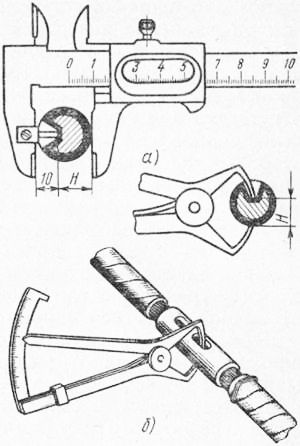
Соединение алюминиевых жил сечением до 10 мм2 выполняют следующим образом. Снимают с концов жил изоляцию на длине, обеспечивающей установку термитного патрона и охладителей. Очищают освобожденные от изоляции участки жил тряпкой, смоченной в бензине, и наносят на них флюс. Надевают на концы j цилиндрические тонкостенные втулки (или колпач » которые расплавляются вместе с жилами (толттНЯИ от 1 до 2 мм в зависимости от сечения проволШ Втулки предохраняют проволочки наружного повива Л подплавления и пережога.
Вводят соединяемые жилы в термитный патрон та 1 чтобы место стыка жил находилось посередине литнико’ вого отверстия. Во избежание прикипания алюминия стали внутреннюю поверхность формочки до сварки поК крывают меловым раствором, а концы уплотняют асбестовым шнуром. Устанавливают на оголенные участки жил охладители и теплоизолирующие экраны Поджигают специальной термитной спичкой термитный муфель и вводят в литниковое отверстие присадочный пруток, предварительно покрытый флюсом ВАМИ, который разводят водой до состояния пасты и наносят на жилы и присадочный пруток. Пруток сначала расплавляется (температура плавления 630 °С) при контакте с внутренними стенками отверстий, а затем при погружении в наплавленную ванну, образовавшуюся на месте соединения.
По окончании горения муфеля вводят в литниковое отверстие стальную мешалку, которой фиксируют момент расплавления жил и перемешивают жидкий металл для удаления из зоны сварки газов и шлака, обычно являющихся причиной появления в металле раковин. Заполняют литниковое отверстие металлом, чтобы после его охлаждения усадочная раковина оставалась в пределах литниковой прибыли. После застывания металла скалывают муфель, снимают формочку и удаляют литниковую прибыль.
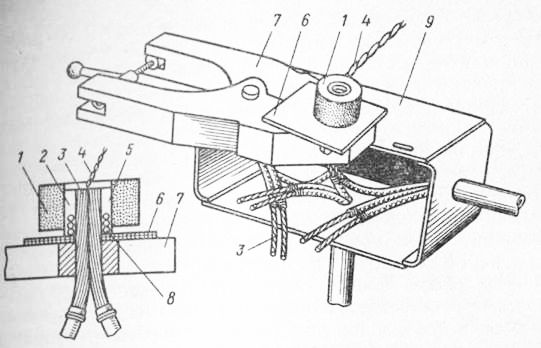
Алюминиевые жилы сечением более 10 мм2 соединяют термитной сваркой по торцам или встык. Первый способ сварки применяют для соединения алюминиевых жил изолированных проводов суммарным сечением от 150 до 240 мм2 в коробках (рис. 2) или нишах. Концы жил сваривают по торцам сплавлением в общий монолитны» стержень.
Второй способ термитной сварки алюминиевых жил встык (рис. 3, а, 6) применяют для соединения алюминиевых жил кабелей сечением от 16 до 240 мм. Перед началом сварки выполняют подготовительные работы.
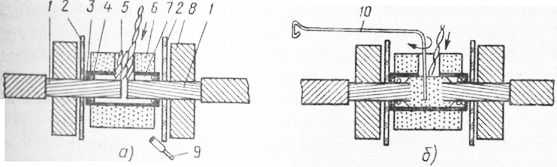
После проведения подготовительных работ приступают к сварке. Надевают термитный патрон на свариваемые жилы, оконцованные втулками, так, чтобы стык жил находился против центра литника муфеля, и тщательно уплотняют -глиной или подкладкой асбеста зазоры между стенками кокиля и поверхностью жил. Накладывают охладители на оголенные участки жил, плотно зажимая их, и устанавливают асбестовые экраны между охладителями и термитным патроном. Зажигают муфель 6 со стороны патрона, отмеченной красным кружком, где напрессованная термитная смесь более рыхлая, и начинается сварка. Последовательность операций термитной сварки следующая: зажигание муфеля; сплавление присадочного прутка и расплавление жил перемешивание плавки проволочной мешалкой; скалывание муфеля; удаление кокиля и литниковой прибыли. Место сварки протирают или промывают бензином для удаления шлака и остатков флюса. Таким же образом производят сварку остальных жил.
После расплавления жил и заполнения присадочным материалом литникового отверстия перемешивают расплавленный алюминий для удаления шлаков и газов. ГШ окончании сварки удаляют сгоревший муфель, кокиль и литниковую прибыль.
При соединении изолированных проводов встык последовательность операций та же, что и при соединени по торцам, но не обязательно пользоваться штативо и промывать жилы перед сваркой.
Во время соединения алюминиевых жил термитной сваркой особое внимание уделяют отводу теплоты от места соединения для предотвращения пережога (обугливания) изоляции соединяемых жил кабелей.
Газовую сварку производят в два приема: сплавляют концы многопроволочных жил в монолитный стержень и сваривают между собой монолитные жилы. При оконцевании жил наконечником расплавляют верхнюю часть гильзы наконечника (венчик) вместе с торцом алюминиевой жилы. При выполнении сварочных операций надо стремиться к максимальному сокращению времени сварки во избежание перегрева и порчи изоляции.
Для газовой сварки и пайки выпускают наборы инструментов и приспособлений, например для пропан-воздушной пайки — набор НСП-1, состоящий из двух баллонов, газовоздушной горелки, резинового шланга с краном. Пропан-бутановые горелки успешно применяют при выполнении пайки свинцовой оболочки кабеля с корпусом свинцовых муфт и пайки заземления оболочки кабелей. Скрутки алюминиевых проводов сечением до 10 мм2 в коробках сваривают с помощью пропан-бута-новой горелки с остронаправленным пламенем.
При работах с пропан-бутаном необходимо с особой тщательностью соблюдать правила техники безопасности. Пропан-бутан обладает резким неприятным запахом, вызывающим раздражение и воспаление слизистой оболочки носоглотки и глаз, а также головную боль, поэтому работающим с этим газом надо хорошо знать меры защиты от вредного воздействия его на человеческий организм: не находиться в загазованных помещениях, работать с пропан-бутановой горелкой при включенной вентиляции, а в кабельных туннелях и колодцах —в присутствии наблюдающего лица.
Электромонтажные работы - Соединение сваркой