Соединение труб сваркой
В современном монтаже получило широкое распространение соединение труб при помощи сварки, достигшей в нашей стране высокого технического уровня. Требования к сварному шву соединения труб аналогичны требованиям к металлу, из которого изготовляются трубы.
Условия работы отопительного трубопровода и тепловой сети требуют, чтобы шов мог противостоять линейным температурным деформациям и не давать трещин. Иными словами, необходима достаточная вязкость металла. Условия работы газопровода также выдвигают такое важное требование к сварному шву, как плотность, поскольку газ обладает свойством проникать через весьма малые поры.
Для тепловой и газовой сетей существенное значение имеет прочность шва, исключающая возможность его разрыва.
Для обеспечения указанных требований необходимо:
1) выбрать соответствующую конструкцию сварного соединения;
2) обеспечить при сварке такой металлургический процесс, при котором наплавленный металл приобрел бы необходимые качества;
3) выбрать вид сварки.
В стальных трубопроводах любого назначения трубы соединяют преимущественно встык. В отдельных случаях допускается соединение внахлестку.
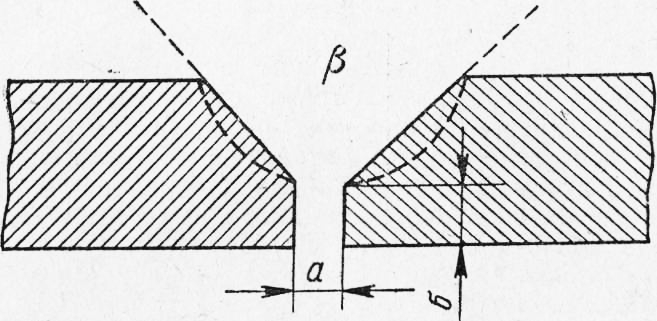
Соединения встык (рис. 1) требуют обязательного провара кромок на всю толщину стенки. Для этого торцы труб должны быть соответственно подготовлены в зависимости от толщины их стенки.
Подготовка состоит в следующем:
1) на концах свариваемых труб запиливают, прострагивают или расплавляют фаски, с тем чтобы угол раскрытия р составлял 60—70°. Больший угол берется для больших толщин; это так называемая У-образная подготовка;
2) фаска не должна захватывать всю толщину стенки трубы; низ фаски не должен быть скошен более чем на 1,5—2,5 мм. Это так называемое притупление б.
Если сделать фаску без притупления, то ее заостренный срез не успеет отвести направленное на это место тепло при сварке, вследствие чего утоненные кромки мгновенно расплавятся. При этом образуется щель, которую трудно заварить и через которую расплавленный металл выступит на внутренней поверхности стыка в виде затвердевших капсул грата. Грат в трубах малого диаметра может создать значительные гидравлические сопротивления, не учтенные расчетом;
3) если, однако, при 1,5—2-миллиметровом притуплении рассматривать его как предел, то тем самым получается, что У-образная подготовка кромок целесообразна только для труб с толщиной стенок не менее 5 мм. При меньшей толщине притупление захватит подавляющую часть толщины стенки, а следовательно, фаска не оправдает своего назначения. Поэтому для труб со стенкой тоньше 5 мм, т. е. для водогазопроводных труб с условным проходом до 70 мм включительно, кромки делаются под прямым углом. Это называется бесскос-ной подготовкой;
4) при У-образной и бесскосной подготовках в стыках между кромками оставляют зазор а, равный 2— 3 мм. Этот зазор делается для обеспечения глубокого провара вершины угла. Это — основное условие прочности сварного трубопровода. При отсутствии зазора расплавленный металл не проникает до вершины угла, что является причиной резкого ослабления прочности соединения.
Сварка обладает рядом преимуществ перед другими способами соединения труб: уменьшается вес трубопроводов, что обеспечивает экономию металла, получается высокая прочность и плотность соединений, сокращается трудоемкость сборки, снижается стоимость.
При монтаже трубопроводов применяют главным образом два вида сварки: газовую (ацетилено-кислородную) и электродуговую.
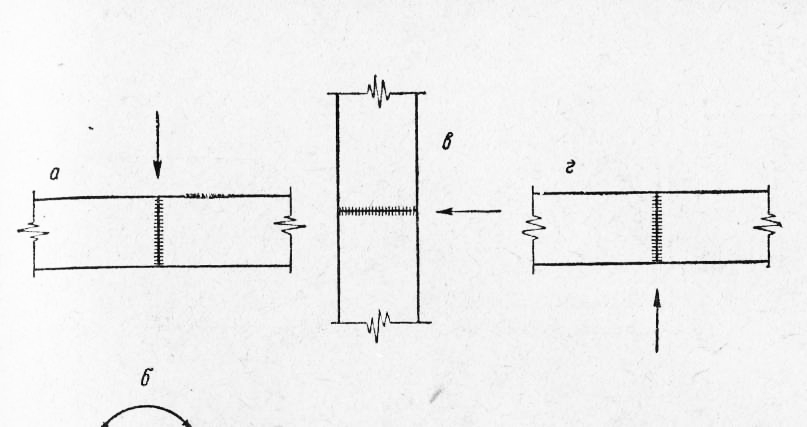
Различают нижние, вертикальные, горизонтальные и потолочные швы (рис. 2). Нижним, наиболее легко выполнимым (рис. 2, а), называют шов, который в процессе сварки свободно наблюдается сварщиком в направлении сверху вниз. Горизонтальным называют шов (рис. 2, б), расположенный в горизонтальной плоскости, а вертикальным (рис. 2, в)—расположенный на боковом участке горизонтального трубопровода. Потолочным называют шов, расположенный над головой сварщика (рис. 2, г).
Во всех случаях различают швы по возможности или невозможности поворота труб при сварке — поворотные или неповоротные.
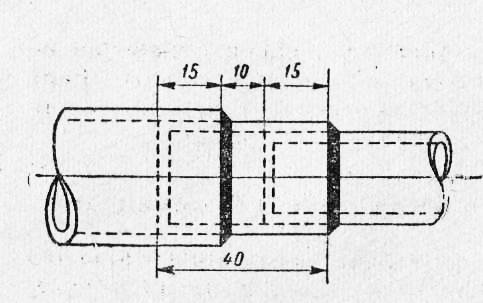
Помимо сварки встык трубы сваривают также внахлестку (рис. 3) или под углом. При сварке под углом труб мелкого сечения отверстие в основной трубе просверливают, но не вырезают; диаметр отверстия при этом должен быть равен внутреннему диаметру привариваемой трубы, а торец последней обработан по форме наружной поверхности основной трубы. Если отверстие в основной трубе просверлить нельзя, то его вырезают с последующей обработкой кромки.

Отопительные системы - Соединение труб сваркой