Виды и способы сварки воздуховодов
При толщине листовой стали 1,5 мм и более, как указывалось выше, изготовляют исключительно сварные воздуховоды. По мере совершенствования способов и средств сварки область применения сварных конструкций воздуховодов будет, очевидно, расширяться в сторону малых толщин листового металла. Полностью исключаются сварные конструкции воздуховодов из оцинкованной стали, так как при сварке сгорает защитное цинковое покрытие листовой стали, и конструкции воздуховодов в местах сварки легко поддаются коррозии.
При изготовлении воздуховодов сварных конструкций применяют ручной и механизированные способы сварки. Ручную электродуговую сварку можно использовать при толщине листовой стали от 1,5 мм и более, а ручную газовую сварку — при толщине 0,8 мм и более. Ручная газовая сварка в настоящее время применяется крайне редко. Широкое распространение получили механизированные способы сварки — автоматическая и полуавтоматическая электросварка под слоем флюса и в среде углекислого газа (двуокиси углерода), практически почти полностью вытеснившая на крупных заготовительных предприятиях ручные способы сварки.
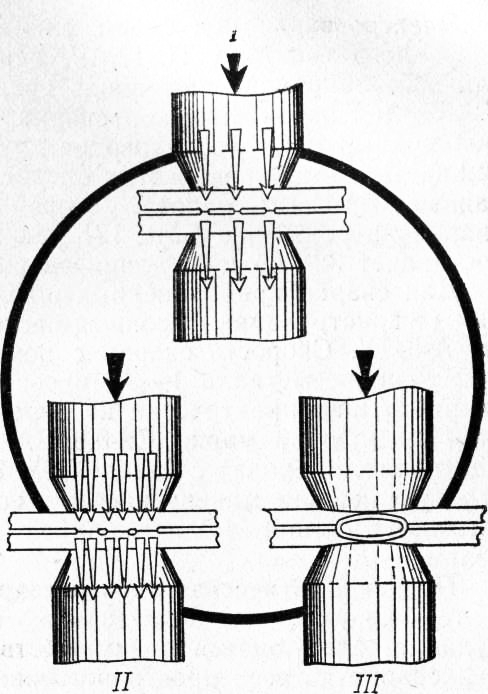
Рис. 1. Точечная сварка
1 — начало сварки; II — разогрев точки; III — конец сварки
Электросварка под слоем флюса производится с помощью сварочного трактора ТС-17МУ, передвигающегося по горизонтальным направляющим вдоль свариваемого шва. Она применяется для автоматической сварки «картин» и прямолинейных швов воздуховодов круглого и прямоугольного сечений. Для выполнения этих операций создана специальная установка ВМС-121. Скорость сварки на установке ВМС-121 при толщине металла 1,5—3 мм составляет 32—65 м/ч, длина свариваемой детали до 2000 мм.
Для сварки криволинейных швов разнообразной конфигурации (в конструкциях фасонных частей) используют полуавтоматы А-547У. Скорость сварки с помощью полуавтомата А-547У при толщине металла 1—3 мм составляет 30—40 м/ч, а длина сварного шва практически не ограничена. Сварка осуществляется проволокой марки Св-0,8ГСА в среде углекислого газа (двуокиси углерода) с давлением 1—1,5 атм (100—150 кПа). Для увеличения маневренности полуавтомата А-547У обычно удлиняют шланг между полуавтоматом и электрододержа-телем.
Полуавтоматическая электросварка в среде углекислого газа (двуокиси углерода) по сравнению с обычной дуговой сваркой обладает следующими преимуществами: возможность выполнения сварки во всех пространственных положениях, безотказное возникновение дуги вследствие мгновенного расплавления электрода, стабильность режима сварки, небольшое разбрызгивание металла, хорошее формирование шва и простота заделки кратера.
В вентиляционно-заготовительном производстве применяется только точечная электроконтактная сварка для вспомогательных работ (крепление деталей листовых конструкций). Роликовую электроконтактную сварку при изготовлении воздуховодов используют в очень редких случаях из-за необходимости тщательной очистки поверхности металла в местах сварки и ограниченного вылета хобота роликовых машин (800 мм).
При изготовлении сварных конструкций воздуховодов из нержавеющей стали, как и при сварке воздуховодов из малоуглеродистой стали, применяют автоматическую и полуавтоматическую сварку, сварку под слоем флюса и в среде углекислого газа (двуокиси углерода) и ручную сварку электродами соответствующих марок.
При изготовлении сварных конструкций воздуховодов из листового алюминия (сплавы марок АОО, АД1М, Д16АМ) толщиной 1,5—5 мм применяют ручную дуговую сварку постоянным током угольным электродом с флюсом; ручную или механизированную сварку в среде чистого аргона (марки А) переменным током неплавящимся (вольфрамовым) электродом и механизированную сварку в среде чистого аргона переменным током плавящимся электродом.
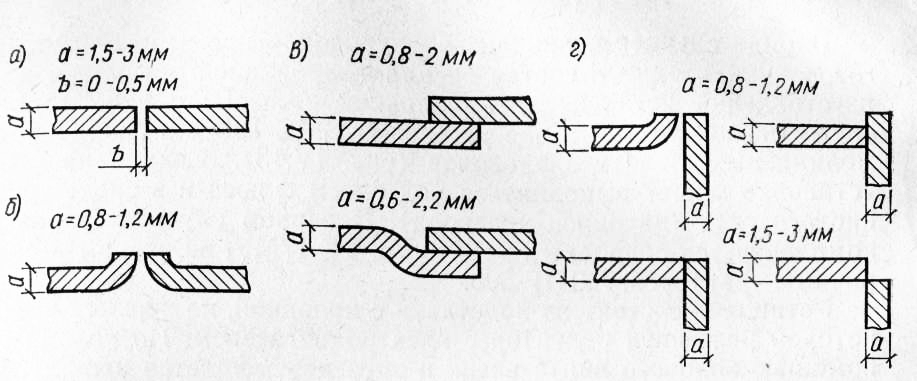
Рис. 2. Виды и формы сварных соединений воздуховодов
а — встык; б — встык с отбортовкой; в — внахлестку; г — угловые
Для ручной дуговой сварки угольным (графитовым) электродом в качестве источника питания используют преобразователи сварочные ПС-300 и ПС-500 и флюс № 3. Для ручной дуговой сварки в среде аргона неплавящимся вольфрамовым электродом применяют установки УДАР-300 и УДАР-500, состоящие из источника переменного тока, балластного реостата РБ-300 (РБ-200), осциллятора, горелки АР-9 (ЭЗР), баллона с аргоном, шлангов, кабеля и контрольно-измерительных приборов.
Для механизированной сварки в среде аргона используют:
а) при сварке неплавящимся электродом — автоматы АДСВ-2, АДНГ-300 или полуавтоматы А-533 с горелкой типа ПШВ;
б) при сварке плавящимся электродом — автоматы А-1012, АДСП-2, АДГ1Г-500 или полуавтоматы типа ПШП и .источники тока с жесткой характеристикой ПСГ-500.
Основные виды и формы сварных соединений листового металла, применяемые при изготовлении воздуховодов и других элементов систем вентиляции, показаны на рис. 2. На рисунке даны размеры зазоров Ь между свариваемыми листами в зависимости от их толщины а. Соединения звеньев сварных воздуховодов с фланцами не показаны. Эти соединения выполняются с помощью точечной сварки, за исключением тех случаев, ко. гда по условиям работы вентиляционных систем требуется сплошная приварка фланцев к звеньям воздуховодов.
Вентиляционные работы - Виды и способы сварки воздуховодов