Изготовление фальцевых соединений
При изготовлении воздуховодов и их деталей из металлических листов толщиной до 1,5 мм наиболее распространенным способом соединения до настоящего времени остается фальце-вый шов, хотя по мере совершенствования способов сварки тонколистового металла область применения фальцевых соединений будет, по-видимому, постепенно суживаться.
В свое время при ручном изготовлении воздуховодов широко применялся двойной фальц, обеспечивающий более высокую плотность соединения по сравнению с одинарным. После механизации большинства операций по изготовлению фальцев и благодаря использованию отсечки, препятствующей смещению частей замка по отношению друг к другу, двойной фальц стали применять крайне редко. Одновременно вышли из употребления фальцевые замки в конструкциях поперечных соединений звеньев воздуховодов между собой, которые были заменены простой отбортовкой края звена на зеркало фланца из угловой или полосовой стали. Наряду с этим появились фальцевые соединения: угловые фальцы с отсечкой, угловые фальцы с просечными защелками и соединительные рейки, широко используемые при изготовлении фасонных частей воздуховодов.
Таким образом, из числа фальцевых соединений металлических листов наиболее распространенными являются продольные соединения в виде одинарного лежачего фальца с двойной отсечкой и угловые фальцы с отсечкой или просечными защелками. Эти соединения при тщательном выполнении отвечают основному требованию — высокой плотности соединения, не допускающей утечек или подсосов воздуха в вентиляционных системах.
Фальцевые соединения вручную изготовляют на деревянных верстаках, в длинный край которых врезается впотай полоса равнобокого уголка 50X6 мм. Первая операция при изготовлении продольного фальца — прочерчивание на листе чертилкой линии отгиба борта, которая должна совпадать с вертикальной плоскостью уголка, врезанного в верстак. Совмещение линии отгиба с краем верстака фиксируется на концах листов ударами кровельного молотка массой 0,4—1,2 кг, в результате чего лист по концам отгибается вниз. Затем ударами деревянной киянки, изготовленной из твердых пород дерева, отгибается весь борт по прочерченной линии.
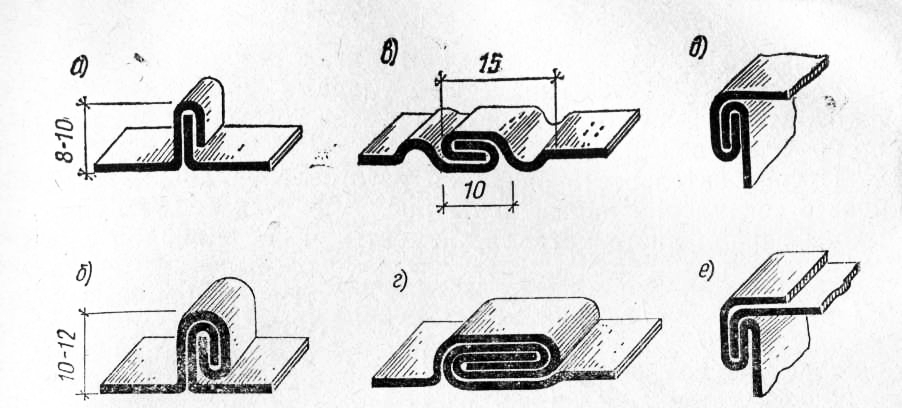
Рис. 1. Основные типы фальцевых соединений, изготовляемых вручную
а —одинарный стоячий фальц; б — двойной стоячий; в — одинарный лежачий с двойной отсечкой; г — двойной лежачий; д — одинарный угловой; е — комбинированный угловой

Рис. 2. Примеры фальцевых соединений, изготовляемых с помощью механизмов
а —угловой фальц с отсечкой; б — угловой фальц с просечными защелками; в — соединительная рейка
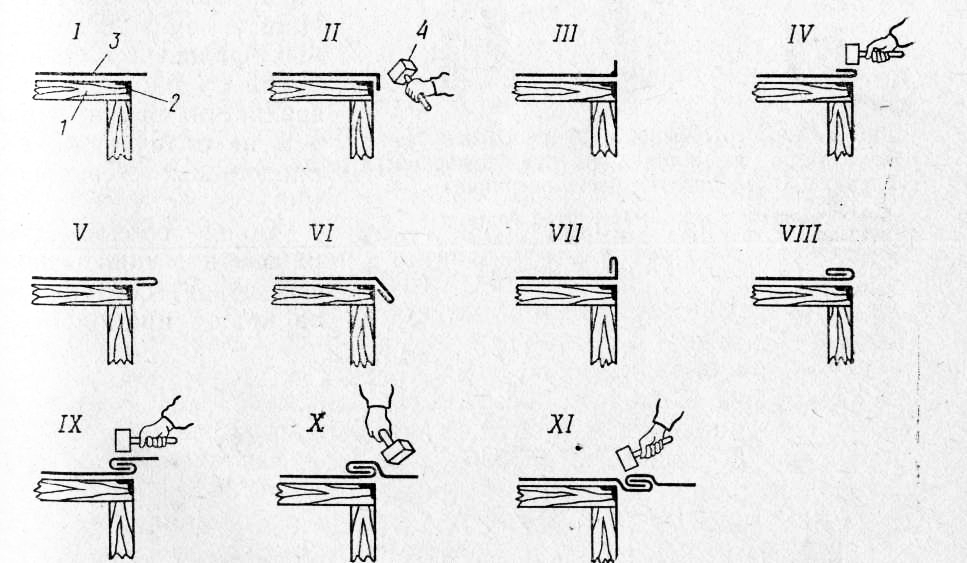
Рис. 3. Изготовление лежачих фальцев вручную (последовательность операций)
Последовательность операций изготовления лежачего фальцевого соединения показана на рис. 3. Как видно из рисунка, на первом листе металла элементы замка одинарного фальца выполняются за четыре операции, а двойного фальца — за восемь операций. Соединение двух малых бортов в одинарный фальц и большого борта с малым в двойной фальц называют обжимкой или осадкой фальца. Оно выполняется за три операции, причем в десятой и одиннадцатой операциях с двух сторон фальцевого соединения образуются отсечки. Возможна осадка фальца и с помощью специальной оправки. Изготовление поперечных фальцевых соединений на плоских поверхностях вручную ничем не отличается от продольных соединений.
Более сложно образовать поперечное фальцевое соединение по краю цилиндрической поверхности. Для придания такому соединению повышенной жесткости фальц предпочитают делать стоячим, хотя он и менее герметичен, чем лежачий. Последовательность операций изготовления поперечного фальцевого соединения на цилиндрической поверхности показана на рис. IV.4. По краю одной трубы отгибают большой борт, по краю другой—малый. Предварительная операция образования воронки до полного отгиба борта необходима во избежание разрыва кромки металла, что наблюдается при отгибе борта сразу без постепенной вытяжки металла во время образования воронки. Таким образом, отгиб борта осуществляется за две операции, причем большой борт по тем же соображениям выполняют за несколько поворотов трубы. После образования большого борта его превращают в стакан ударами кровельного молотка на конце оправки, укрепленной на верстаке в виде консоли (обычно из куска рельса, имеющего головку округлой формы). Стоячий фальц путем постепенной обжимки большого борта вокруг малого также выполняют за несколько поворотов трубы.
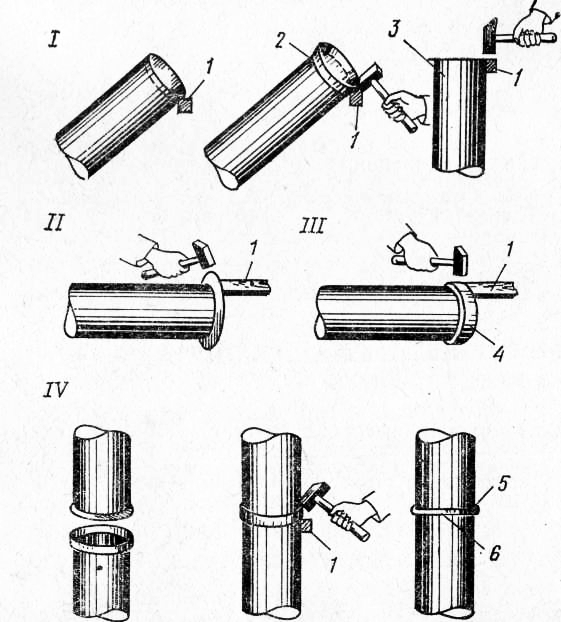
Рис. 4. Изготовление одинарного поперечного фальца на цилиндрической поверхности вручную (последовательность операций)
I — образование воронки; II — отгиб борта; III — образование стакана; IV — обжимка большого борта вокруг малого; 1 — брусок; 2 — линия перегиба; 3 — фальц; 4 — стакан; 5 — малый борт; 6 — большой борт
Рис. IV.5. Последовательность образования лежачего фальца (а), соединительной рейки на фальцепрокатных механизмах (б) и углового фальца с просечной защелкой (в)
Механизированное изготовление фальцевых соединений металлических листов возможно двумя способами: образованием элементов фальцевого замка под давлением с помощью пресса и специальных штампов или прокаткой этих элементов на специальных механизмах. В монтажных организациях СССР применяется только второй способ образования фальцев разных форм, для чего созданы специальные фальцепрокатные и отбортовочные механизмы. Их устройство и принцип действия описаны в специальном курсе «Станки и механизмы для производства санитарно-технических и вентиляционных работ».
Элементы фальцевого замка на фальцепрокатных механизмах образуются путем протяжки металлического листа между несколькими парами роликов, которые отгибают кромку листа, последовательно придавая ей необходимую форму. Благодаря этому деформация (вытяжка) листового металла происходит без разрывов и трещин, несмотря на весьма значительные по сравнению с ручным способом силы, действующие на него. При этом скорость выполнения операций просто несравнима и на современных механизмах достигает 10 м фальца в 1 мин.
На рис. 5 показана последовательность образования лежачего и углового фальцев для соединения с просечной защелкой и рейки на механизме СТД-16 — последней модели отечественных фальцепрокатных механизмов.
Этот механизм комплектуется следующими сменными рабочими роликами:
1) для образования лежачего фальца с двойной отсечкой;
2) для одновременного образования элементов лежачего фальца на обеих кромках воздуховода круглого сечения;
3) для образования углового фальца;
4) для изготовления реек.
В отличие от ручного способа, при механизированном изготовлении размеры элементов фальцевых швов строго регламентированы для каждой толщины металлического листа, как показано на профилях углового фальца с отсечкой и соединительной рейки на рис. 7.
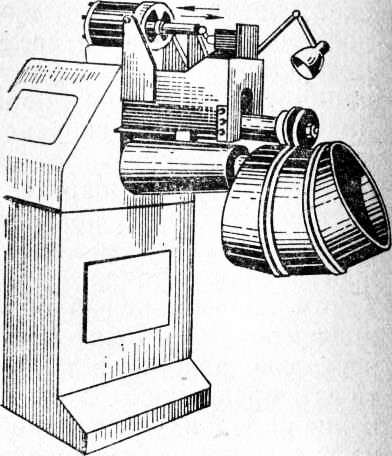
Рис. 7. Односторонняя зиг-машина ВМС-76
Порядок работы на механизме СТД-16 следующий. Устанавливают профилирующие ролики в соответствии с необходимой формой фальца или рейки, регулируют положение роликов в зависимости от толщины обрабатываемого листа (путем регулирования усилия пакетов тарельчатых пружин) и включают электродвигатель. При прокатке лежачего фальца на обечайке воздуховода обе ее кромки заводят одновременно в обе группы профилирующих роликов. При прокатке углового фальца или рейки лист подается с одной стороны механизма. По окончании прокатки выключают электродвигатель и снимают обработанную деталь. На рис. 1V.6 показан один из моментов работы на фаль-цепрокатном механизме.
При образовании фальцев наиболее массовой является первая операция — отгиб борта. Все фальцепрокатные механизмы выполняют эту операцию только по прямой линии, поэтому-для отгиба борта на деталях криволинейной формы (для поперечных фальцевых и реечных соединений) созданы механизмы ВМС-53 и СТД-13, отличающиеся тем, что механизм СТД-13 оснащен дополнительным узлом для образования углового фаль-цевого соединения с защелкой на отводах прямоугольного сечения.
Наиболее универсальными являются приводные зиг-машины, позволяющие механизировать процесс образования поперечного фальцевого соединения на деталях воздуховодов круглого сечения, а также применяемые для образования зигов, раструбов, гофров и отгиба бортов. Кроме того, мощность приводных зиг-машин позволяет выполнять поперечное соединение элементов воздуховодов, офланцовку звеньев воздуховодов и другие операции на концах патрубков воздуховодов. Однако для выполнения каждой из перечисленных разнообразных операций требуется смена рабочих органов зиг-машины — роликов соответствующего профиля. При массовом поточном производстве деталей воздуховодов частая смена рабочих органов машины неприемлема, а использование универсальной машины в технологическом потоке для одной операции неэкономично. Этим и объясняется относительно небольшое применение зиг-машин в современных крупных заготовительных предприятиях. Кроме того, по характеру технологических операций, выполняемых зиг-маши-нами, для них требуются, как правило, специальные устройства для поддержания обрабатываемой на зиг-машине детали с противоположного конца.
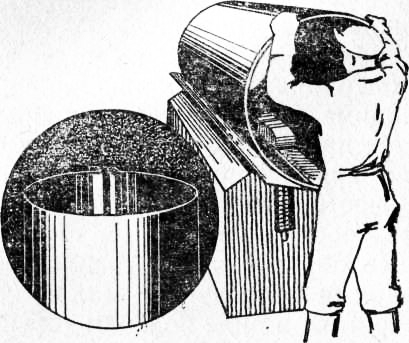
Рис. 6. Прокатка фальца на обечайке воздуховода на фальцепрокат-иом механизме ФП-3
Наиболее совершенными являются отечественные зиг-машины универсального типа ВМС-76 или ВМС-77. В отличие от ВМС-76, зиг-машина ВМС-77 имеет второй хобот, который крепится к тому же корпусу взамен снятого кожуха. Оба хобота механизма ВМС-77 взаимозаменяемы.
Следует помнить, что по условиям техники безопасности на зиг-машинах не разрешается работать одновременно с двух сторон механизма. Для фальцепрокатных механизмов важнейшее требование техники безопасности — не касаться руками вращающихся частей механизма, не допускать захвата руками прокатываемой заготовки на расстоянии менее 200 мм от первой пары роликов и работать обязательно в рукавицах.
Вентиляционные работы - Изготовление фальцевых соединений