Оборудование для изготовления сварных воздуховодов
При изготовлении сварных воздуховодов из малоуглеродистой стали используют обычное сварочное оборудование, выпускаемое отечественной промышленностью.
В ряде случаев сварочное оборудование промышленного изготовления входит в состав специализированной установки для изготовления деталей вентиляционной сети. Примером может служить упомянутая выше установка ВМС-121 для сварки прямолинейных швов воздуховодов. Сварка на этой установке может выполняться под слоем флюса и в среде углекислого газа (двуокиси углерода). В первом случае установка комплектуется сварочным трактором ТС-17МУ, во втором — сварочным трактором АДПГ-500.
Установка состоит из подставки с колонной, на верхней части которой размещен редуктор с электродвигателем. По колонне с помощью ходового винта вверх и вниз перемещается кронштейн € верхней и нижней траверсами консольного типа. В зависимости
от диаметра или габаритов воздуховода кронштейн устанавливают на необходимой высоте и закрепляют на колонне специальной рукояткой.
Для удобства съема сваренной детали с установки нижняя траверса может поворачиваться в горизонтальной плоскости вокруг колонны на 90° в обе стороны. К нижней траверсе сверху прикреплена медная подкладка, которая во время сварки охлаждается проточной водой. На верхней траверсе установлено 12 пневмоцилиндров с коромыслами для прижима свариваемых кромок листов к медной подкладке. Установка имеет флюсоотсос инжекторного типа, который соединен резиновыми шлангами с наконечником и с воздушной магистралью (для работы с трактором ТС- 17МУ).
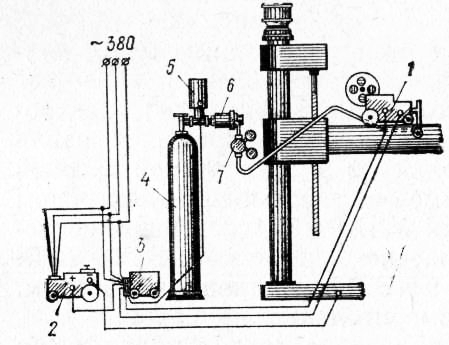
Рис. 1. Установка ВМС-121 для сварки прямолинейных швов воздуховодов
1 — сварочный автомат; 2 — источник питания; 3 — шкаф управления; 4 — баллон с газообразной двуокисью углерода (углекислым газом); 5 — подогреватель газа; —осушитель газа; 7 — редуктор газовый
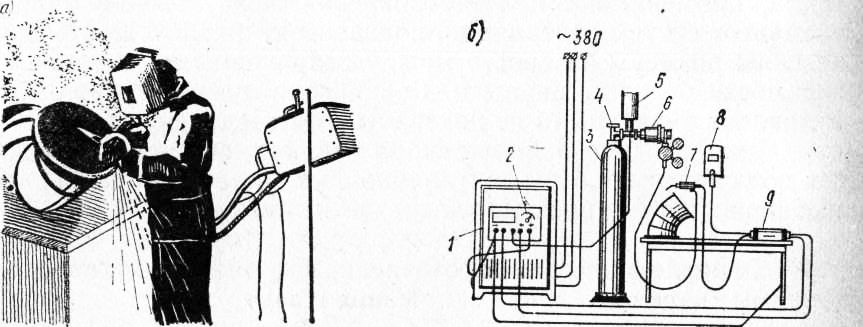
Рис. 2. Установка для сварки криволинейных швов с полуавтоматом А-547 (а) и ее схема (б)
1 — источник питания (сварочный выпрямитель); 2— пульт управления; 3 — баллон с газообразной двуокисью углерода (углекислым газом); 4 — редуктор газовый; 5 —подогреватель газа; 6 — осушитель газа; 7 — электрододержатель; 5 —щиток с пусковой кнопкой; 9 — подающий проволоку механизм
Так как трактор ТС-17МУ предназначен для сварки стальных листов толщиной 2 мм и более (пределы регулирования силы тока 200—1000 А, сварочная проволока диаметром 1,6 мм)„ при сварке стали толщиной до 2 мм не всегда достигается удовлетворительное качество сварных швов. Поэтому при сварке листовой стали толщиной до 2 мм следует использовать на установке ВМС-121 сварочный агрегат с трактором АДПГ-500 (сварка в среде углекислого газа сварочной проволокой Св-0,8ГСА).
При подготовке швов к сварке следует удалить металлической щеткой ржавчину и другие загрязнения на свариваемых кромках и соединить их между собой прихватками через 150—200 мм дуговой сваркой электродами Э42 диаметром 3 мм или с помощью, того же полуавтомата А-547У. Сборку прямых участков воздуховодов и тройников, круглого сечения для сварки встык производят с зазорами да 1,5 мм. Подготовку криволинейных кромок для сварки внахлестку выполняют на зиг-машине или на механизме ВМС-53А.
Установка для сварки воздуховодов с помощью полуавтомата А-547р может быть упрощена в случае применения легированной проволоки марки Св-20ГСЮТ (ЭП-245) диаметром 0,8— 1,2 мм. При этом сварка ведется открытой дугой без какой-либо защиты, а сама установка становится более маневренной.
Сварка ведется на постоянном токе при прямой полярности. В качестве источников питания могут быть использованы сварочные выпрямители и преобразователи, имеющие жесткую возрастающую или пологопадающую характеристику. Сборка стыковых и нахлесточных соединений производится без зазоров. Длина дуги выдерживается в пределах 1,5—2 мм при вылете электродной проволоки из наконечника 6—8 мм. Сварка производится «углом вперед» при наклоне электрода к вертикали 10—15°. Сварка продольных швов выполняется при вертикальном расположении изделия или под углом 30—45° в направлении сверху вниз. Кольцевые швы следует сваривать также в вертикальном (наклонном) положении.
Вентиляционные работы - Оборудование для изготовления сварных воздуховодов