Резка листового металла
При небольших объемах заготовительных вентиляционных работ и при исправлении мелких дефектов заготовок на объектах монтажа для резки листового металла применяют ручной и механизированный инструмент. В крупных заготовительных предприятиях прямолинейную резку листового металла выполняют с помощью стационарных гильотинных ножниц, а резку по кривым — с помощью вибрационных ножниц.
Листовой металл толщиной до 0,7 мм можно резать обычными кровельными ножницами. По расположению лезвий ножницы подразделяются на правые и левые. У правых ручных ножниц верхнее лезвие расположено справа от нижнего, а у левых — наоборот. Лезвия должны быть хорошо подогнаны и в закрытом положении должны перекрывать друг друга, а скрепляющие болты должны быть правильно отрегулированы и хорошо закреплены. Режущие плоскости затачивают под углом 75—80°. Несоблюдение этого правила крайне затрудняет работу ножницами и требует больших физических усилий.
Правые ножницы обычно используют при резке металла по прямой линии или по криволинейному пологому наружному очертанию. В этом случае отрезаемый материал отгибают левой рукой. Наиболее совершенными являются ручные ножницы, показанные на рис. 1. Форма этих ножниц облегчает работу, поскольку разрезанные части листа находятся ниже ручек ножниц и не мешают резке. Для выполнения внутренних вырезов применяют специальные ножницы, у которых концы лезвий несколько загнуты кверху.
При значительном объеме заготовительного производства прямолинейная и криволинейная резка выполняется раздельно с помощью специальных ручных и электрифицированных инструментов и механизмов. Для прямолинейной резки листовой стали толщиной до 1,5 мм вручную применяют рычажные ножницы ВМС-101. «Лист укладывают на стол ножниц так, чтобы его кромка упиралась в соответственно установленный ограничитель, и с силой нажимают траверсу (рычаг) вниз. После отрезки траверса под действием контргруза возвращается в первоначальное положение. Для облегчения резки ножи следует смазывать минеральным маслом. Основное условие хорошей работы ножниц — правильная заточка ножей под углом 70—75°. При меньшем угле заточки ножи будут крошиться, при большем — требуются большие усилия. Кроме того, важными условиями хорошей работы являются прямолинейность ножей, совпадение прорези с лезвием нижнего ножа и надежность крепления ножей и траверсы к столу.
Для криволинейной резки листового металла применяют вибрационные ручные электроножницы С-440, ИЭ-5402 и С-424. Электроножницы состоят из электродвигателя, реключение электродвигателя в электроножницах С-424 осуществляется двухполюсным выключателем, расположенным в ручке, а в электроножницах С-440 — однополюсным выключателем, установленным в задней крышке.
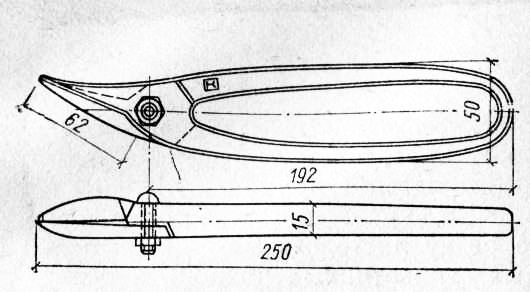
Рис. 1. Ручные кровельные ножницы
Ток напряжением 220 В подводится к электроножницам трех-жильным шнуром, заключенным в резиновом шланге и имеющим штепсельное соединение. Корпус ножниц должен быть обязательно заземлен.
Электроножницы ИЭ-5402 имеют двойную изоляцию — основную и дополнительную, которая исключает возможность поражения рабочего током при повреждении основной изоляции. Дополнительная изоляция статора осуществляется с помощью пластмассового корпуса и ротора с пластмассовой втулкой, изолирующей якорь от вала.
С помощью электроножниц можно производить и прямолинейную резку по предварительной разметке, но для этой цели по возможности лучше использовать рычажные ножницы.
В крупном вентиляционно-заготовительном производстве процессы прямолинейной и криволинейной резки листового металла строго разделены и выполняются соответственно с помощью гильотинных, роликовых и вибрационных ножниц, устройство и принцип действия которых описаны в специальном курсе «Станки и механизмы для производства санитарно-технических и вентиляционных работ».
Для прямолинейной резки применяют, как правило, гильотинные ножницы различных мощностей и конструкций с механическим приводом, разрезающие листы толщиной до 6 мм и шириной 2000 — 2500 мм. Наибольшее распространение в вентиляционно-заготовительном производстве получили гильотинные ножницы НГ-ЗМ, ВМС-103 и СТД-9А.
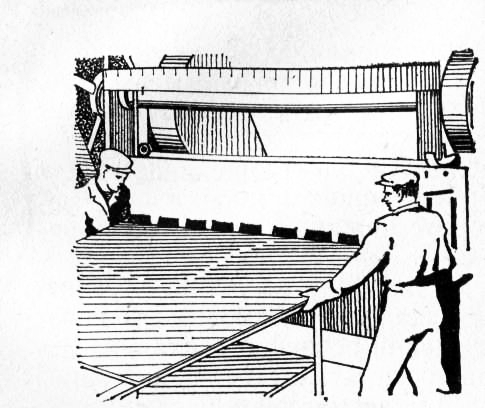
Рис. 2. Отрезка заготовки гильотинными ножницами
Верхний и нижний ножи ножниц состоят из нескольких взаимозаменяемых частей, которые крепятся винтами: верхние — к подвижной ножевой балке, нижние — к столу. Впереди ножевой балки имеется прижим, который движется с некоторым опережением относительно ножевой балки, что обеспечивает предварительный зажим перерезаемого листа еще до подхода к нему верхнего ножа. Задний упор ножниц предназначен для мерной резки заготовок.
При работе ножницами в режиме одиночных резов рабочий должен включить электродвигатель, положить разрезаемый лист металла на стол, завести отрезаемую часть в щель между ножами, совместить линию реза с кромкой нижнего ножа и нажать на кнопку или педаль. При автоматическом режиме резания лист подают до заднего упора, установленного на требуемом расстоянии.
Ножницы имеют ограждение, исключающее попадание под нож или прижимную балку рук рабочего или посторонних предметов.
Процесс отрезки заготовки от картины показан на рис. 2.
Для криволинейной резки по наружным и внутренним контурам применяют вибрационные ножницы ВМС-105, ВМС-106, принцип действия котооых аналогичен описанным выше ручным электроножницам. Нижний нож обычно бывает сменным: плоским — для резки листового металла по наружным контурам и круглым —для резки по внутренним контурам. При необходимости вибрационными ножницами можно выполнять и прямолинейную резку металла.
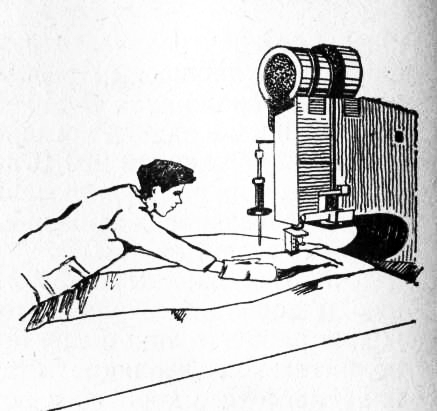
Рис. 2. Вырезка заготовки из листа вибрационными ножницами
Размеры разрезаемых листов или картин ограничиваются вылетом хобота станины, т. е. расстоянием от оси нижнего ножа до конца проема станины, которое в ножницах ВМС-105 равно 850 мм и в ножницах ВМС-106 — 1250 мм.
Работа на вибрационных ножницах осуществляется следующим образом. По таблице настройки в зависимости от толщины листа устанавливают число двойных ходов верхнего ножа, ход верхнего ножа и зазор между верхним и нижним ножами. Число двойных ходов верхнего ножа в 1 мин для разных конструкций вибрационных ножниц различное: ВМС-105 — 1500 при максимальной толщине разрезаемого листа 4—6 мм при резке ножами с края листа и 2 — 3 мм при резке ножами внутри листа; ВМС-106 — 850 и 1200 при максимальной толщине листа 4 мм. После настройки механизма включается электродвигатель, и лист металла постепенно проталкивается между ножами. Для поддерживания больших листов во время работы в вибрационных ножницах ВМС-106 предусмотрены боковые столы, прикрепленные к станине по обе стороны на уровне нижнего ножа.
На рис. 2 показан процесс вырезки заготовки из листа вибрационными ножницами. Во избежание несчастных случаев у верхнего ножа должно быть установлено защитное ограждение, без которого работать запрещается. Необходимо работать в рукавицах и разрезаемый лист держать и направлять руками. При наличии центрирующего устройства вырезаемая круглая заготовка закрепляется и в процессе резки постепенно поворачивается вокруг центра.
Помимо вибрационных ножниц для криволинейной резки стального листа толщиной 0,5—5 мм применяют роликовые ножницы ВМС-104. Ножницы имеют плавный ход, а благодаря наклонному положению их режущих роликов при работе хорошо просматривается место реза и удобно манипулировать разрезаемым листом. Скорость резания меньше, чем у вибрационных ножниц, и равна 1,35 м/мин. Перед началом работы на роликовых ножницах нужно проверить соответствие зазора между режущими роликами толщине разрезаемого листа и опробовать ножницы на холостом ходу.
Вентиляционные работы - Резка листового металла