Выкатка и гибка листового металла
Выкатка тонколистовой кровельной стали производится Для придания раскроенной заготовке цилиндрической или конической формы с радиусом кривизны изгиба, соответствующим нормализованным диаметрам воздуховодов круглого сечения. При изготовлении воздуховодов прямоугольного сечения раскроенную заготовку необходимо сгибать под углом для образования граней на сторонах заданных размеров.
Выкатку и гибку листовой стали вручную можно производить с помощью рельса, закрепленного на верстаке, и киянки. Гибка является первой операцией при изготовлении фальцевых соединений. Обе эти операции очень трудоемки и для выполнения их требуются рабочие высокой квалификации, поэтому в настоящее время выкатка и гибка вручную производятся в крайне редких случаях (даже в небольших заготовительных мастерских).
Механизированная выкатка листовой стали осуществляется на приводных вальцах. Для выполнения вентиляционно-заготовительных работ применяют вальцы для гибки металла толщиной до 3 мм. На крупных заводах вентиляционных заготовок имеются вальцы большей мощности, используемые при изготовлении конструкций из металла толщиной более 3 мм.
К вальцам, применяемым для выполнения вентиляционно-заготовительных работ, предъявляются следующие требования:
1) обеспечение правильной цилиндрической или конической формы изгибаемого листа по возможности за один проход листа через вальцы;
2) простота механизма;
3) минимальные затраты труда. Кроме того, при вальцевании листов толщиной до 1 мм при необходимости желательно одновременно прокатывать на одном конце обечайки валик жесткости и гофр.
Устройство и принцип действия наиболее распространенных в вентиляционно-заготовительном производстве вальцов С-235, ВМС-85, СТД-90 описаны в специальном курсе «Станки и механизмы для производства санитарно-технических и вентиляционных работ». Вальцы СТД-90 предназначены только для вальцевания конусных обечаек с переходом диаметров 1 :3,5.
При работе на вальцах сначала устанавливают вальцующий валок на необходимый диаметр обечайки и регулируют зазор между подающими валками в зависимости от толщины вальцуемого листа. Затем лист укладывают на верстак или рольганг перед вальцовкой на уровне зазора между валками и включают электродвигатель. Лист металла, захваченный подающими валками, упирается в вальцующий валок и загибается по заданному радиусу.
При работе на вальцах С-235 для получения правильной цилиндрической формы воздуховода переднюю кромку листа необходимо предварительно подгибать вручную молотком или пропускать лист через вальцы несколько раз, чтобы выправить перелом, образующийся на листе от упора его в вальцующий валок в момент втягивания в вальцы.
В конструкции вальцов ВМС-85 предусмотрена возможность предварительного подгиба кромки листа самим вальцующим валком, который перед пуском вальцов опускают на уровень нижнего подающего валка и вновь поднимают после пуска вальцов и втягивания листа подающими валками. Вторично вальцующий валок поднимают при остановленных подающих валках. Такое устройство (два подающих и два боковых опускающихся валка) позволяет вальцевать лист за один проход. Процесс вальцевания обечайки на вальцах показан на рис. V.15.
Свальцованный воздуховод снимают с вальцов С-235 путем небольшого развода концов обечайки или путем подъема верхнего валка. С вальцов ВМС-85 и СТД-14 свальцованный воздуховод любого диаметра снимают путем подъема верхнего валка под действием специального пневмоустройства. Вальцы СТД-14 отличаются от вальцов ВМС-85 в основном длиной вальцуемой детали, которая может достигать 2500 м.
В вальцах СТД-90 для конусных обечаек приводными являются два боковых валка, а неприводным — верхний валок. Для работы на этих вальцах также необходима предварительная настройка их в зависимости от толщины вальцуемого листа.
При толщине листов стали 0,5 мм целесообразно прокатывать на вальцах за один прием два, три или четыре листа, при толщине 0,7— 1 мм — по два листа, при толщине свыше 1 мм — по одному листу. Вальцы обычно обслуживаются двумя рабочими: один должен находиться у пульта управления для пуска и остановки валков, а другой должен направлять и поддерживать вальцуемые листы. При обслуживании вальцов одним рабочим могут быть несчастные случаи, если, например между валками попадает край спецодежды рабочего в тот момент, когда он не сможет дотянуться до пульта управления.
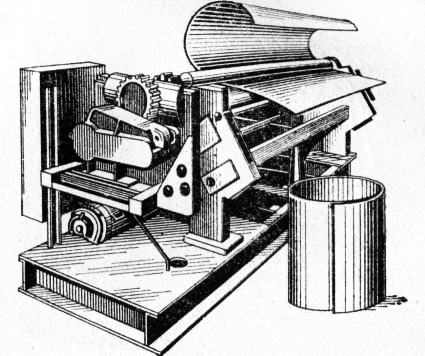
Рис. 1. Вальцевание заготовки на трехвалковых вальцах
Для повышения безопасности работы у вальцов СТД-14 «Аварийный стоп» выполнен в виде педали, расположенной в основании механизма по всей длине рабочей зоны.
При изготовлении воздуховодов прямоугольного сечения для гибки листового металла используют листогибочные станки ЛС-5 или его модификацию— станок ЛC-6. Станок ЛC-6 обеспечивает полуавтоматический загиб листа на требуемый угол. Рабочими органами станка являются две траверсы — прижимная и гибочная. Основные технические данные: максимальная толщина изгибаемого листового металла 3 мм, максимальная длина листа 2000 мм, максимальный угол загиба 130°, мощность электродвигателя 3,3 кВт.
До начала работы на листогибочном станке ЛC-6 в зависимости от толщины изгибаемого листа необходимо отрегулировать с помощью специальных гаек положение гибочной траверсы относительно прижимной. Затем уложить изгибаемый лист на стол станка таким образом, чтобы разметка линии изгиба на листе совпадала с краем стола, и установить на шкале, градуированной от 0 до 130°, указатель на заданный угол загиба листа. После этого включают электродвигатель и двумя последовательными поворотами рычага включения муфты привода опускают прижимную траверсу и прижимают лист к столу, а затем приводят в движение гибочную траверсу до момента загиба листа на заданный угол, когда она автоматически остановится. Освобождают загнутый лист в обратном порядке также двумя последовательными поворотами рычага включения муфты привода. Обе траверсы, сначала гибочная, а затем прижимная, возвратятся в исходное положение и автоматически остановятся, после чего загнутый лист снимают со стола станка.
Вентиляционные работы - Выкатка и гибка листового металла