Cредства механизации для обработки древесины и пластмасс
Станки для поперечной распиловки. Поперечную распиловку (торцовку) выполняют на однопильных торцовочных станках с прямолинейной подачей пильного суппорта. Например, станок ЦПА-40 предназначен для точного поперечного распиливания досок, брусьев и щитов. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм. Поворот суппорта в горизонтальной плоскости дает возможность распиливать под углом к кромке доски.
Торцовочный станок ТС-3 отличается от станка ЦПА-40 нижним расположением пилы и пневматическим прижимом обрабатываемых деталей. На нем можно распиливать детали шириной до 250 мм при высоте пропила не более 100 мм.
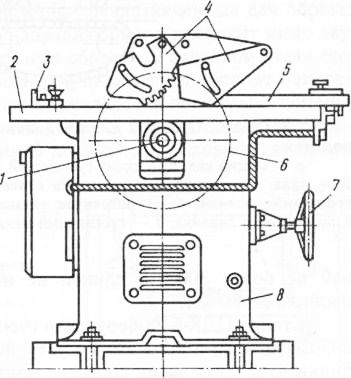
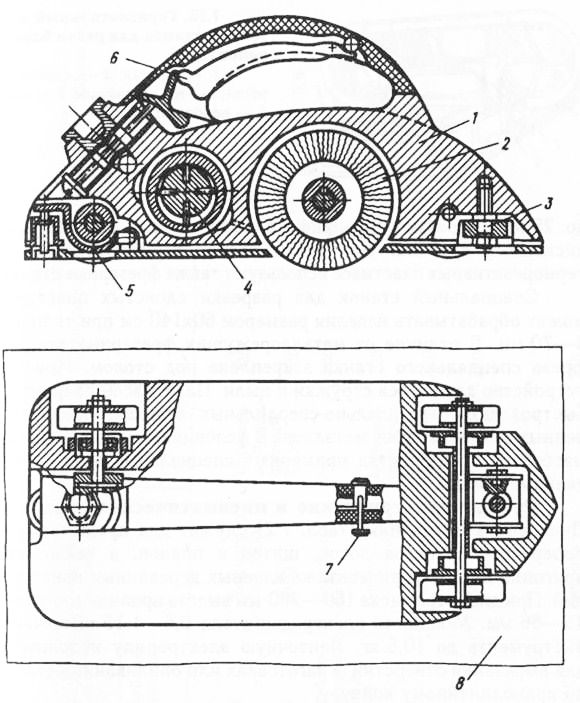
Станки для продольной распиловки бывают с ручной и механизированной подачей материала на пилу. Станки с ручной подачей, позволяющие раскраивать материал по всем направлениям, называются универсальными. Например станок Ц-6 (рис. 7.2) состоит из чугунной станины и смонтированного внутри нее пильного вала, который может менять положение по высоте. Выступ пильного диска над рабочим столом регулируется маховичком. Установленная на столе линейка обеспечивает направление подачи материала при продольном распиливании. Для поперечного распиливания имеется другая направляющая линейка, устанавливаемая под любым углом к плоскости пилы в пределах 45—135°. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм.
Для продольной распиловки с механической подачей пиломатериала применяют круглопильные станки ЦА-2А; ЦДК-5-2 пятипильный; ЦДК-4-2 однопильный и др. Станок ЦА-2А имеет одну или две пилы, установленные на расстоянии 10—15 мм. Распиливаемый материал подается зубчатым диском, двумя нижними и одним верхним подающими вальцами. Для правильной установки материала на столе имеется направляющая линейка, переставляемая по шкале на нужный размер отпиливаемой заготовки. На станке можно обрабатывать детали шириной не более 300 мм, длиной не менее 600 мм при высоте пропила до 80 мм.
Станок ЦЦК-5-2 оборудован гусеничной цепью для подачи пиломатериала и прижимным устройством. Пиломатериал распиливается дисковыми пилами, монтированными на пильном валу, который может подниматься и опускаться в зависимости от требуемой высоты пропила (регулируется в пределах 6—100 мм). Длина распиливаемых досок не менее 600 мм, ширина — не более 250 мм.
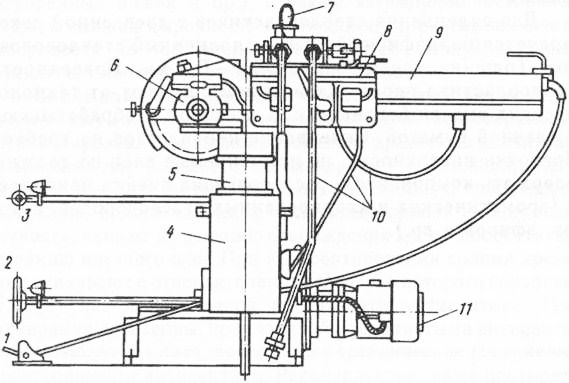
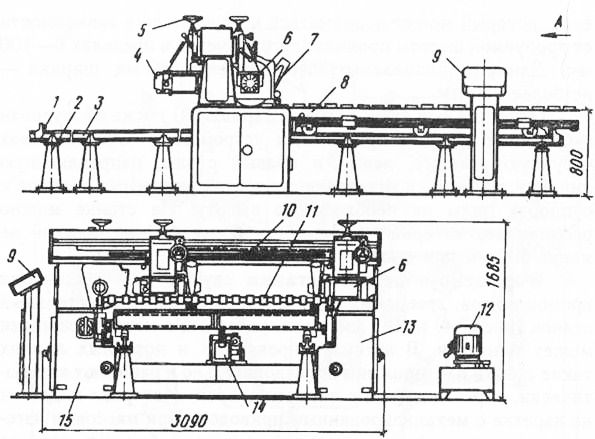
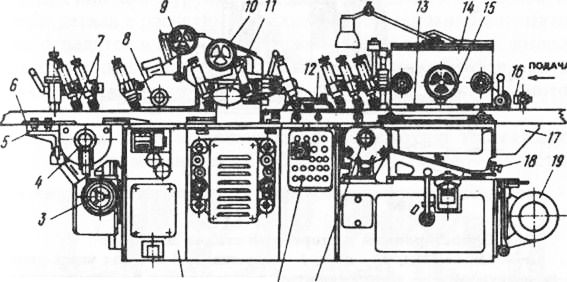
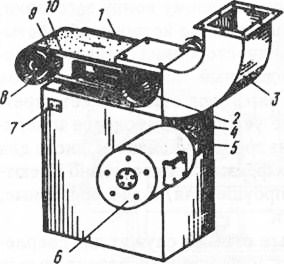
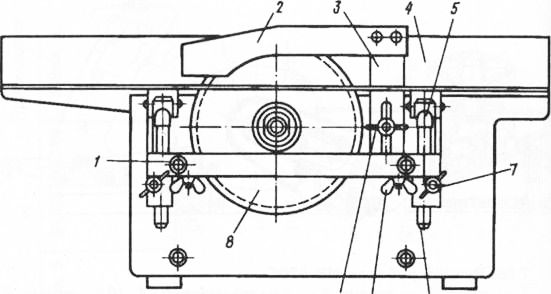
Однопильный станок ЦДК-4-2 (рис. 3) также оборудован гусеничной цепью с прижимным устройством. Станок имеет чугунную станину, левый и правый столы, направляющую линейку, маховички установки суппорта прижимных роликов и суппорта пилы на необходимую высоту. На станке можно распиливать материал шириной не более 400 мм, длиной не менее 600 мм при высоте пропила до 100 мм.
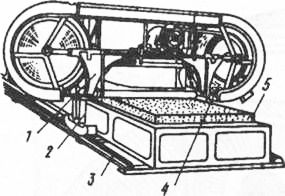
Форматно-обрезные станки служат для опиливания кромок щитов, древесных плит и фанеры. Концеравнительный станок (рис. 7.4) имеет две пилы, расстояние между которыми может меняться. В автоматизированных и поточных линиях такие станки расположены последовательно и работают автоматически, обрезая детали с четырех сторон. Материал подается на каретке с механизированным приводом. При массовом изготовлении панелей для чистовой торцовки брусков каркаса используют концеравнительный двухпильный проходный станок Ц2-К20. На нем можно обрабатывать детали длиной до 2000 мм, шириной до 200 мм при скорости подачи до 15 м/мин.
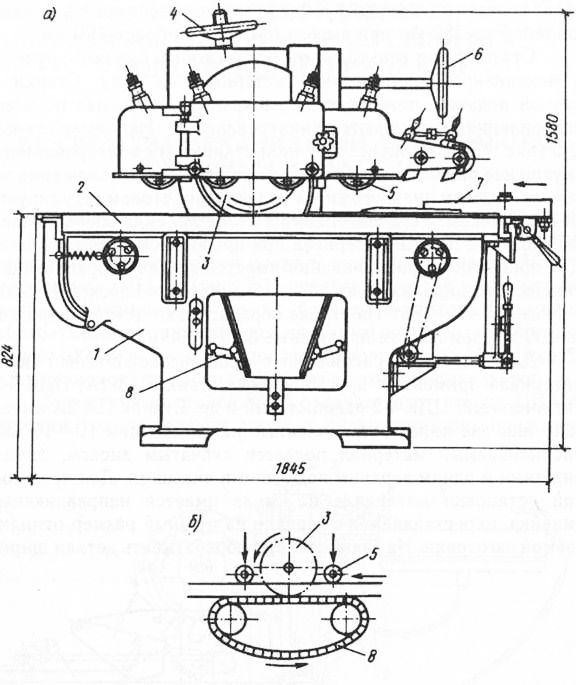
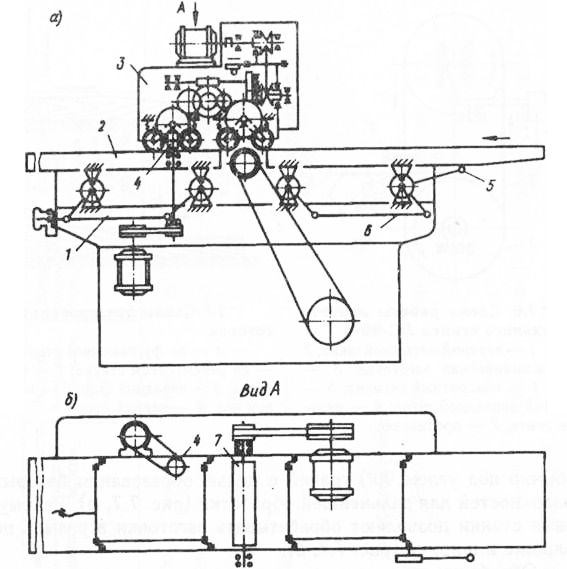
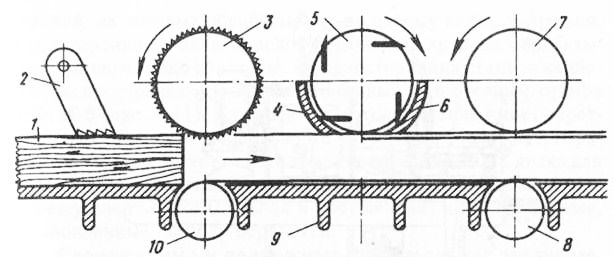
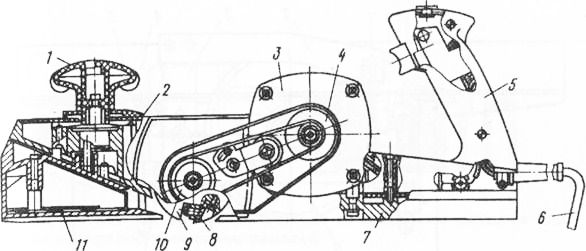
На форматных четырехсторонних станках материал опиливается с четырех сторон за один проход. Например, трехпильный форматный станок ЦТЗФ-1 (рис. 5) работает следующим образом. Стол, на котором уложены предназначенные для обрезки детали, перемещается по направляющим и проходит мимо двух пил, выполняющих продольную обрезку. В заданном месте стол автоматически останавливается, включается суппорт поперечной пилы, перемещающейся по траверсе, и происходит поперечная обрезка материала. На станке обрабатывают материал длиной до 3500 мм, шириной до 1850 мм, толщиной до 50 мм.
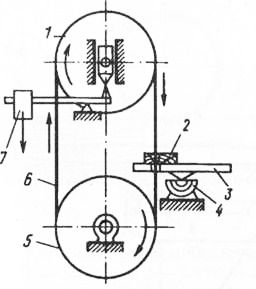
Ленточнопильные станки служат для прямолинейного и криволинейного распиливания пиломатериалов, плит, фанеры. Станки ЛC-40; ЛC-80-4 и ЛC-100 обеспечивают пропил высотой соответственно 200, 400 и 600 мм. У станков ЛC-40 и ЛC-80-4 ручная подача, у JIC-100 — механизированная. Ленточнопиль-ный станок ЛC-80-4 имеет два шкива, движущие пильную ленту, поворотный стол и направляющие устройства. Стол может быть установлен под углом 45° к горизонтальной плоскости.
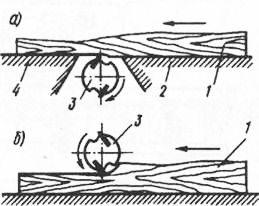
Продольно-фрезеровальные станки применяют для удаления неровностей древесины, обработанной пилением, для создания базовых поверхностей и доведения поперечного сечения деталей до заданных размеров. Станки подразделяются на фуговальные и рейсмусовые . Фуговальные станки предназначены для выравнивания одной или двух смежных (обычно под углом 90°) граней с целью образования базовых поверхностей для дальнейшей обработки. Рейсмусовые станки позволяют обрабатывать заготовки в размер по толщине и ширине.
Обработку древесины при продольном фрезеровании проводят при помощи вращающихся ножевых (фрезерующих) головок и валов. Рабочим органом односторонних фуговальных станков служит ножевой вал, имеющий два или четыре плоских ножа. Вал располагается между двумя плоскими столами, один из которых может опускаться относительно режущих кромок ножей для снятия слоя древесины заданной толщины.
На двустороннем фуговальном станке С2Ф-4одновременно можно обрабатывать две смежные плоскости заготовки — пласть и кромку. Станок имеет горизонтальный ножевой вал и вертикальную ножевую головку. Материал на ножи подается роликовым механизмом. Станок позволяет обрабатывать детали шириной до 400 мм, толщиной 12—100 мм при максимальной толщине снимаемого слоя 6 мм.
Рейсмусовые станки выпускаются односторонние и двусторонние. Односторонние станки имеют один ножевой вал, находящийся над столом, по которому подается обрабатываемая деталь.
Нижняя плоскость ее должна быть заранее обработана. Заданный размер заготовки устанавливается подъемом или опусканием стола. Двусторонние рейсмусовые станки имеют два ножевых вала, один из которых обрабатывает нижнюю плоскость заготовки, а другой — верхнюю. Двусторонние станки применяют редко, так как точность обработки на них меньше. На рейсмусовых станках обрабатывают детали шириной до 800 мм, толщиной до 200 мм. По специальному заказу изготовляют рейсмусовые станки с шириной обработки 1600 и 1800 мм.
В производстве деревянных конструкций для продольного фрезерования часто применяют четырехсторонние станки, позволяющие за один проход обрабатывать четыре стороны деревянной заготовки и получать детали в форме прямоугольного параллелепипеда. Рабочие органы станка С16-5П включают пять шпинделей: два горизонтальных, два вертикальных и один дополнительный, который может устанавливаться под углом к заготовке. Станок позволяет обрабатывать детали шириной 20—160 мм, толщиной 8—80 мм при минимальной длине заготовок 400 мм. Наиболее совершенна конструкция шестишпиндельного станка СФ16-1, на котором обрабатывают столярные заготовки, бруски каркаса панелей и др.
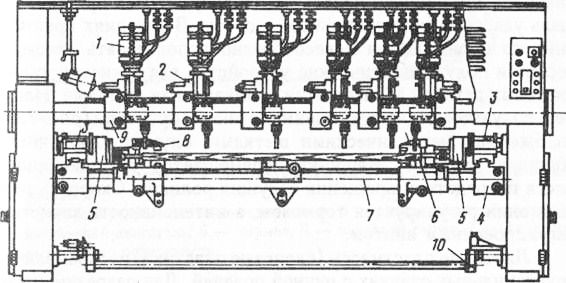
Станки для фрезерования шипов. Узлы соединения деталей деревянных конструкций выполняют на фрезерных или шипорезных станках, работающих самостоятельно или входящих в специализированные линии. Применяют односторонние рамные шипорезные станки с ручной или механизированной подачей, на которых обрабатывают по одному концу заготовки, и двусторонние с механической подачей, на которых обрабатывают одновременно оба конца. Из односторонних станков наиболее распространен четырехшпиндельный шипорезный станок Ш015Г-5. Для подачи заготовок станок имеет каретку с гидроприводом и прижимные устройства (боковое и верхнее). Механизм резания состоит из торцовочной пилы, диска для выборки проушин и двух зубчатых фрез. Соответственно имеются режущие головки (пильная и проушечная) и две фрезерные, установленные по ходу обработки.
Сверлильные и долбежные станки служат для сверления отверстий и выборки пазов в заготовках строительных конструкций. Сверлильные станки бывают одношпиндельные и многошпиндельные — для высверливания сучков, гнезд под винты и шурупы и т.п. Сверла подаются на обрабатываемую деталь с расчетным усилием, а по окончании автоматически отводятся в исходное положение. Для долбления, выполняемого на цепнодолбежных станках, применяют фрезерную цепочку, приводимую в движение звездочкой от электромоторов.
Станки для механической обработки пластмасс.
Основные виды механической обработки пластмасс — зачистка (для подготовки поверхностей к склеиванию, удалению заусенцев, литников), распиловка, фрезерование, сверление, вырубка, точение, нарезание резьбы. Для зачистки пластмасс используют универсальные зачистные станки со сменным набором различных абразивных инструментов — кругов, лент, щеток, работающих по принципу токарных или сверлильных станков.
Зачистку плоских поверхностей пластмассовых деталей выполняют на шероховочном станке с абразивной лентой, натянутой на вращающиеся барабаны, между которыми расположена опорная плоскость. Образующуюся при зачистке пыль удаляют вентиляционным отсосом. В условиях крупносерийного производства целесообразно использовать автоматические и полуавтоматические устройства для зачистки кромок листовых деталей абразивными валиками или щетками. Например, полуавтоматическая машинка с пневмоприводом, снабженная металлическими щетками, служит для зачистки обшивок панелей. Машинка перемещается по поверхности листа посредством вращения ведущих роликов. Скорость передвижения регулируется тормозом, а интенсивность зачистки -регулировочным винтом.
Листовые пластмассы (слоистые пластики) раскраивают на круглопильных станках с ручной подачей. Для разрезки листов из термопластов ставят фрезы из углеродистой легированной стали. Листы слоистых пластиков разрезают на круглопильных станках фрезами из легированной и быстрорежущей стали. Ленточные станки используют для резания по криволинейному контуру листов толщиной более 25 мм, а также для разрезки круглых стержней и труб.
Горизонтальные ленточные станки применяют для резания плит и блоков пенопласта толщиной до 30 см и шириной до 120 см. В процессе резания ленточная пила толщиной 0,9 мм одновременно с поперечным движением перемещается продольно вместе с кареткой, затем автоматически быстро поднимается и подается обратно. Листы текстолита толщиной до 25 мм разрезают на шлифовальных станках абразивными дисковыми кругами. Для резки листов термопластичных и термореактивных пластмасс используют также фрезерные станки.
Специальный станок для разрезки слоистых пластиков может обрабатывать изделия размером 60×140 см при толщине 3—70 мм. В отличие от металлорежущих фрезерных станков фреза специального станка закреплена под столом. Имеется устройство для отсоса стружки и пыли. Пластмассы сверлят на быстроходных вертикально-сверлильных станках, предназначенных для обработки металлов. В условиях крупносерийного массового производства применяют специальные многошпиндельные станки.
Ручные электрические и пневматические машины. Дисковые электропилы служат для продольного и поперечного раскроя досок, щитов и планок, а также для пригонки деталей при монтаже клееных деревянных конструкций. При диаметре диска 160—200 мм высота пропила достигает 45—66 мм. Мощность электродвигателя 0,6—1,15 кВт, масса инструмента до 10,5 кг. Ленточную электропилу используют для вырезания отверстий в заготовках или опиливания деталей по криволинейному контуру.
Ручная маятниковая электропила с динамическиуравнове-шенным механизмом возвратно-поступательного движения предназначена для распиловки досок, фанеры, плит и листовых пластмасс. Пильное полотно шарнирно закрепляется на штоке механизма возвратно-поступательного движения. Резание происходит при движении полотна к редуктору. Скорость резания 0,85 м/с, толщина разрезаемых материалов 20—60 мм.
Рубанки ручные ИЭ-5701А, ИЭ-5708 предназначены для выравнивания поверхности деревянных изделий и конструкций, для технологических операций при устройстве опалубки полов, доводки столярных изделий. Электрорубанок ИЭ-5708 состоит из электродвигателя, корпуса, плоскоременной передачи со шкивами, фрезы с плоскими ножами, механизма регулирования глубины фрезерования. Включают рубанок через двухполосный выключатель, установленный в основной рукоятке. Рубанки позволяют фрезеровать за один проход поверхность шириной 75—100 мм при глубине фрезерования 2—3 мм, потребляют мощность 0,6—1,15 кВт, имеют массу 6—8 кг. Окружная скорость вращения двухножевого вала 31—32 м/с. Конструкция рубанков предусматривает установку дополнительного ограждения для работы в стационарном положении.
Переносные машины деревообрабатывающие предназначены для распиловки, строгания, сверления и фугования древесины. Машина ИЭ-6009 состоит из электродвигателя, фуговального механизма, приспособления для пиления и фрезерования, защитного приспособления и стола для сверления и фрезерования. Приспособление для пиления включает пильный диск, прямую и угловую плиты, кронштейн и направляющие. Сверлильные и фрезеровальные работы на машине выполняют с помощью сверла или фрезы, устанавливаемых в патроне на валу ножевого барабана. На машине можно фрезеровать поверхности шириной до 200 мм, делать пропилы глубиной до 45 мм с наклоном до 45°, сверлить отверстия диаметром до 12—15 мм. Габариты машины 630×400×230 мм, масса 48 кг.
Сверлильные ручные машины предназначены для сверления отверстий в черных и цветных металлах, дереве, пластмассах, асбестоцементе. По роду двигателя эти машины делятся на электрические и пневматические. Электрические сверлильные ручные машины ИЭ-1019А, ИЭ-1003Б, ИЭ-1023, ИЭ-1026 и др. применяют для сверления отверстий в металлах, древесине, пластмассах диаметром 6—25 мм при глубине сверления с направляющими 1000 мм, без них 350 мм. Мощность мотора 0,27—1,07 кВт, масса машин 1,6—6,7 кг.
Пневматические сверлильные машины применяют для сверления, зенкования, развертывания отверстий в металлических деревянных и пластмассовых деталях. Ручная пневматическая машина ИП-1016А может сверлить отверстия диаметром до 32 мм; при массе 8,3 кг она имеет мощность 1,84 кВт.
Электродолбежники ИЭ-5601А; ИЭ-5607 служат для выборки в деревянных деталях и узлах различных прямоугольных отверстий (максимум 20×60 мм), сквозных и глухих пазов, гнезд и т.п. глубиной до 160 мм. Они снабжены зубчатой цепью, обеспечивающей продвижение в древесину со скоростью 0,5 м/мин; мощность электромотора 1,05—1,07 кВт, масса машин 14,5 кг.
Гайковерт ИЭ-3115А служит для завинчивания болтовых соединений, винтовой запрессовки клееных пакетов, механической сборки конструкций. Эта машина ударного действия с частотой ударов 120 Гц, позволяющая завинчивать резьбу 12—30 мм.
Электрошуруповерт ИЭ-3602А предназначен для механизации процесса завинчивания шурупов, винтов и болтовдиаметром до 6 мм при сборке различных строительных деталей и изделий. Его масса 2,5 кг, продолжительность завинчивания 3— 5 с. Электрошлифовальной машиной ИЭ-2009 зачищают сварные швы и шлифуют поверхности деревянных и пластмассовых изделий. Диаметр шлифовального круга 125 мм, скорость вращения 30 м/с. Масса инструмента 6,4 кг.
Для сверления, зенкования, развертывания отверстий в металле, древесине, пластмассах рекомендуется ручная пневматическая машина ИП-10116-А. При массе 8,3 кг она имеет мощность 1,84 кВт и может сверлить отверстия диаметром до 32 мм.
Выравнивание шпаклеванной поверхности древесины, зачистку пластмасс и снятие окисных пленок с металлов выполняют универсальной пневматической машиной УПМ-1, рабочим органом которой является резиновый диск со слоем абразива, шлифовальные шайбы или проволочные торцевые щетки. Пневматическая машина ППМ-2 вместо вращающегося органа имеет две рабочие платформы, движущиеся возвратно-поступательно в разные стороны относительно друг друга. Такая кинематика устраняет реактивную отдачу на руки, обеспечивает более равномерную обработку поверхности. Для зачистки плоских поверхностей часто используют ручные электрические машины с круглыми щетками на валу. При зачистке вогнутых поверхностей используют ручную электродрель, на шпиндель которой насаживают сферический наконечник, обмотанный абразивной шкуркой. При зачистке стеклопластиков абразивная шкурка должна быть возможно более тонкой (мелкозернистой), чтобы не разрушить светловолокнистую основу пластика.
Деревянные конструкции - Cредства механизации для обработки древесины и пластмасс