Древесно-стружечные плиты
Древесно-стружечные плиты изготовляют трех основных видов:
1) изоляционные плиты с объемным весом от 250 до 400 кг/м3.
2) плиты средней плотности с объемным весом от 400 до 800 кг/м3;
3) твердые плиты с объемным весом от 300 до 1200 кг/м3.
При производстве плит из древесных частиц сырье подвергается дроблению, но не до степени волокна, как это имеет место при производстве древесно-волокнистых плит. Размер и форма древесных частиц, а также способ их изготовления в значительной степени влияют на качество готовых плит. Существенное влияние оказывает также качество и количество смол, применяемых для склейки частиц. Плиты бывают прессованные и штампованные с вытяжкой, при этом древесные частицы в плитах располагаются различным образом, что в свою очередь сказывается на качестве, свойствах и применении плит.
Использование плит из древесных частиц весьма разнообразно, однако при применении их следует учитывать, что при изготовлении плит пользуются двумя принципиально различными способами прессования. Плиты, прессованные в пластинчатом прессе, имеют структуру, при которой частицы расположены параллельно поверхности плиты. К этому виду плит относятся однослойные и многослойные плиты со специальной или другого рода высококачественной облицовкой. В штампованных с вытяжкой плитах древесные частицы расположены перпендикулярно поверхности плиты. Эта разница в расположении частиц обусловливает совершенно различные качества плит в трех основных направлениях: по длине, ширине и толщине.
У плит, отпрессованных в пластинчатом прессе, качества плиты в направлении по длине и ширине (почти одинаковы, но обычно отличаются в направлении, перпендикулярном поверхности плиты (по толщине).
В плитах, штампованных с вытяжкой, усадка и разбухание по толщи не минимальны, но значительны в других направлениях. Такие плиты недостаточно прочны на сгиб и как правило, у должны быть облицованы каким-нибудь другим материалом (фанерой, шпоном, пластиком, бумагой и др.). Следует отметить, что метод изготовления плит штампованием с вытяжкой позволяет делать плиты с отверстиями, чего невозможно сделать при других методах производства.
Изготовление плит с отверстиями снижает их объемный вес до 0,6—0,7 т/м3. Отверстия могут занимать до 30% и площади поперечного сечения плиты.
Теплопроводность любого вида плит из древесных частиц изменяется в зависимости от их плотности. Чем плотнее плита, тем выше коэффициент теплопроводности. Для пустотелых плит коэффициент теплопроводности определяют экспериментально.
Сопротивление выдергиванию гвоздей и винтвв или поперечное сопротивление у плит из древесных частиц ниже, чем у древесины всех пород той же плотности. Поэтому крепление плит осуществляют специально для этой цели сконструированными соединениями.
Огнестойкость и сопротивление гниению и повреждению термитами у плит из «древесных частиц выше, чем у древесины или другого, применяемого для изготовления плит лигноцеллюлозного материала.
Для еще большего повышения огнестойкости плиты подвергают специальной обработке или покрывают жаростойкл-. ми красками. Плиты из древесных частиц, применяемые в местах, где велика опасность гниения или повреждения термитами, для придания им стойкости против таких повреждений подвергают специальной обработке. Прочность изоляционных плит ниже, чем у плит более высокой плотности, поэтому эти плиты используют в качестве полуфабриката для среднего слоя в мебельном производстве, для столярных работ и изготовления дверей или же для внутренней облицовки зданий и др.
Практика использования изоляционных древесно-стружечных плит еще невелика.
Плиты средней плотности применяют в качестве облицовочного материала там, где необходимы незначительная прочность и жесткость конструкции. В основном их используют для внутренней отделки помещений, устройства полов (как прокладка’ под линолеум) и устройства опалубки. Самое широкое применение плиты находят в производстве бытовой, кухонной и встроенной мебели, при этом изготавливаемую из древесных частиц плиту облицовывают фанерой или пластическими материалами, а углы и края панелей часто обкладывают натуральной древесиной. Плиты хорошо обрабатываются обычными деревообрабатывающими ручными и электрифицированными инструментами.
Твердые плиты, так же как и полутвердые, применяют для изготовления мебели и в строительстве. Кроме того, из твердых плит можно изготовлять крышки верстаков, модельных плит для литейного производства и др. Применение твердых плит из древесных частиц для устройства чистого пола имеет незначительный опыт и пока дает неудовлетворительные результаты.
Анализ предложений иностранных фирм о поставке технологического оборудования и отчетов советских специалистов, изучавших производство древесно-стружечных плит за рубежом, дает следующие ориентировочные сравнительные технико-экономические данные производства древесно-стружечных плит.
Экспериментальное производство древесно-стружечных плит из отходов производства существовало в Европе и США до войны, но первый завод по изготовлению этих плит был построен и пущен в Бремене в 1941 г. В качестве сырья на этом заводе использовалась щепа, проклеиваемая фенольно-формальдегидными смолами.
После войны ввиду острого дефицита лесных материалов в ФРГ начались усиленные работы над решением научных и технических вопросов, связанных с производством этих плит, при этом главное внимание было обращено на изыскание и организацию производства связующих синтетических смол. Было выявлено, что в качестве связующего с успехом могут быть использованы карбамидные смолы и что экономия смол может быть достигнута в результате изготовления плит из однородных, механически изготовленных частиц вместо разнородной древесной щепы.
Большие научно-исследовательские работы в области производства древесно-стружечных плит были также проведены в Швейцарии, Англии и Бельгии, причем в качестве основного сырья наряду с древесными отходами и цельной древесиной начали применять стебли льна и других сельскохозяйственных культур. В результате этого в Западной Европе в настоящее время насчитывается примерно 175 предприятий, изготовляющих древесно-стружечные плиты, из них на 15 заводах в качестве сырья используют стебли льна.
Разработано и находится в стадии эксплуатации большое число различных систем оборудования по производству древесностружечных плит, основными из которых являются «Бер», «Ново-пан», «Зимпелькамп», «Крайбаум», «Бартрев», «Чипкрафт» и др.
В зависимости от формы сырья и системы оборудования из древесных стружек производятся три основных типа плит: однослойные, двухслойные и трехслойные.
Рост производства древесностружечных плит, аа 1950— 1956 гг. показан в табл. 52.
Из приведенных данных видно, что в Европе производится более 72% всех древесно-стружечных плит. Это явилось основной причиной значительного сокращения лесосырьевых ресурсов Европы. В результате чрезвычайно быстрого развития производства древесно-стружечных плит мощность предприятий всех стран мира уже к 1958 г. определялась в 2860 тыс. м3.
В настоящее время более 25% всей промышленности находится в ФРГ. Европейские страны и в будущем будут занимать ведущее место в производстве древесно-стружечных плит, что объясняется истощением лесосырьевых запасов и необходимостью использования отходов производства и неделовой древесины, дефицитностью и дороговизной пиломатериалов, а также наличием мощной химической промышленности, вырабатывающей необходимое количество качественных и недорогих синтетических смол, которые являются основной статьей расходов в общей себестоимости плит.
В целях быстрейшего освоения и организации производства древесно-стружечных плит в СССР в 1958—1959 гг. закуплено и завезено из-за границы 12 комплектов оборудования, в том числе два комплекта из Англии (фирма «Бартрев») и десять комплектов из ФРГ (фирмы «Зимпелькамп», «Ееккер и Ван Хюллен» и «Отто Крейбаум» мощностью по 25 тыс. м3 плит в год каждый).
В 1961 г. было изготовлено около 750 тыс. м3 плит против 300 тыс. в 1960 г. К. 1965 г. на базе отечественного оборудования будет построен ряд новых предприятий общей мощностью до 3500 тыс. м3 плит в год. Наряду со строительством цехов для использования отходов лесопильно-деревообрабатывающих предприятий мощностью 25 тыс. плит в год намечаются проектирование и строительство цехов по производству древесно-стружечных плит мощностью 50 и 100 тыс. м3 в год.
—-
Древесно-стружечные плиты получают путем горячего прессования древесных стружек со связующим. По способу изготовления различают плиты плоского прессования и экстру-зионные. Вследствие разных способов изготовления структура плит неодинакова (рис. 1). Для изготовления плит плоского прессования используют гидравлические многопросветные прессы с нагретыми до 130—140 °С стальными плитами. Просветы прессов периодически загружают стружечной массой, уложенной на поддоны с предварительным уплотнением, а затем из них извлекают готовые плиты. Такой способ называют периодическим. Плиты плоского прессования имеют одинаковую прочность в продольном и поперечном направлениях в плоскости плиты. Изготовляют также плиты, стружки в которых ориентированы; прочность таких плит в продольном направлении выше, чем в поперечном по плоскости прессования.
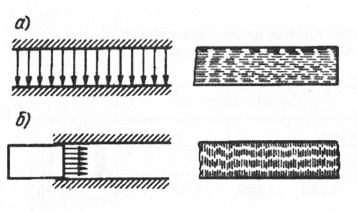
Экструзионные плиты изготовляют путем выдавливания стружечной массы через нагретый стальной мундштук с последующей обрезкой выдавливаемой полосы на части заданных размеров. Вследствие поперечного расположения стружек экструзионные плиты обладают низкой прочностью вдоль плоскости плиты и несколько более высокой – поперек плоскости. Для предотвращения излома от транспортных и других нагрузок экструзионные плиты облицовывают шпоном. В результате прочность плит увеличивается в 15—20 раз.
Древесно-стружечные плиты плоского прессования изготовляют однослойными, трехслойными и многослойными. В однослойных плитах размеры древесных частиц и содержание в них связующего одинаковы по всей толщине плиты. В трехслойных плитах наружные слои изготовляют из более тонких древесных частиц и с большим содержанием связующего, чем внутренний. В многослойных плитах размер древесных частиц послойно возрастает от поверхности к середине плиты. Древесно-стружечные плиты имеют плотность 550—820 кг/м3.
Плиты повышенной водостойкости изготовляют с применением фенолформальдегидных или мочевиномеламиноформаль-дегидных смол с добавлением гидрофобных веществ. Плиты средней водостойкости изготовляют с применением мочевино-формальдегидных смол.
Подавляющее большинство плит изготовляют с применением мочевиноформальдегидных смол. Для строительства большой интерес представляют плиты, изготовленные на фенолфор-мальдегидных, крезолформальдегидных и мочевиномеламино-формальдегидных смолах. Эти плиты обладают высокой водостойкостью, хорошо сопротивляются воздействию атмосферных факторов, агрессивных сред.
Содержание вредных веществ, выделяемых плитами в производственных помещениях, не должно превышать предельно допустимых концентраций, установленных органами здравоохранения (0,5 мг/м3). Содержание формальдегида в древесностружечных плитах определяют перфораторным методом.
Древесно-стружечные плиты плоского прессования по физико-механическим показателям разделяют на марки П-А и П-Б; по качеству поверхности — на 1-й и 2-й сорта; по виду поверхности — с обычной и мелкоструктурной (М) поверхностью; по степени обработки поверхности — на шлифованные (Ш) и нешлифованные; по гидрофобным свойствам — с обычной и повышенной (В) водостойкостью; по содержанию формальдегида — на классы эмиссии El, Е2, ЕЗ (содержание формальдегида, мг на 100 г абсолютно сухой плиты, соответственно до 10; 10—30; 30—60).
В‘условном обозначении плит указывают: марку, сорт, вид поверхности, степень обработки поверхности (для шлифованных плит); гидрофобные свойства (для плит повышенной водостойкости), класс эмиссии формальдегида, длину, ширину и толщину в мм.
Примеры условных обозначений. Плита марки П-А I сорта с мелкоструктурной поверхностью, шлифованная, класса эмиссии Е1 размерами 3500×1750×15 мм: П-А,1,М,Ш,Е1, 3500×1750×15. Плита марки П-БII сорта с обычной поверхностью, нешлифованная, класса эмиссии Е2 размерами 3500×1750×16 мм: П-Б,II, Е2, 3500×1750×16.
На кромку плиты наносят темным красителем маркировку: наименование предприятия-изготовителя, условное обозначение плит, дату изготовления, номер смены.
Плиты экструзионного прессования выпускают облицованными бумагой, лущеным или строганым шпоном, обозначают ЭС (сплошные плиты) и ЭМ (многопустотные плиты).
Предел прочности при статическом изгибе экструзионных древесно-стружечных плит, МПа: необлицованных вдоль плиты 0,7 — 1,2; поперек плиты 6—14; фанерованных одним слоем шпона соответственно 21 —32,5 и 8—15. Модуль упругости плит экструзионного прессования сплошных, облицованных шпоном 1,7—2,2 тыс. МПа, а многопустотных, облицованных шпоном 1,2—1,8 тыс. МПа. Удельное сопротивление плит выдергиванию шурупов, Н/мм: ввинченных в пласть — 40—50, в торец — 30—50. Удельное сопротивление выдергиванию гвоздей, МПа, забитых в пласть, 1.6—2,6, в торец — 1,2—2.
Обработка и применение. На строительную площадку древесно-стружечные плиты рекомендуется поставлять в виде обработанных деталей и изделий, которые нуждаются лишь в подгонке и прирезке по месту установки. При обработке древесно-стружечных плит увеличивается износ инструмента; поэтому режущие части должны быть изготовлены из высокопрочных легированных сталей или иметь резцы с напаянными пластинками из твердых сплавов. Скорость резания древесно-стружечных плит должна быть на 25—50% выше обычной скорости резания древесины (при работе на круглопильных станках скорость резания 30—70 м/с, скорость подачи 10—20 м/мин; при строгании соответственно 20—40 м/с и 10—12 м/мин).
К строительным конструкциям плиты крепят гвоздями, шурупами, раскладками, мастиками и синтетическими клеями.
При креплении плит гвоздями или шурупами рекомендуется предварительно просверливать отверстия в плите на расстоянии не менее 1,5 см от кромки. Раскладки могут быть деревянные, металлические и пластмассовые. Мастики и клеи применяют при креплении плит на сплошное основание и на маяки и рейки. Клеить плиты к древесине, а также соединять их между собой рекомендуется водостойкими фенолформальдегидными клеями.
Древесно-стружечные плиты применяют в строительстве для отделки помещений, устройства ограждений, оснований под полы и звукоизоляции. Коэффициент звукопоглощения экстру-.зионных древесно-стружечных плит плотностью 350—500 кг/ м3 для диапазона частот 600-900 Гц составляет 0,5—0,7. Там, где возможно увлажнение, следует применять только гидрофобизо-ванные или защищенные покрытиями плиты. Применение плит в помещениях с повышенной влажностью не рекомендуется.
Физико-механические свойства плит зависят не только от плотности и способа прессования, но и от содержания связующего (6—10% сухой смолы от массы стружки), формы и размеров частиц, породы древесины. Наиболее прочны плиты из специальной тонкой стружки, нарезанной из древесины мягких лиственных пород.
Облицованные древесно-стружечные плиты. Для облицовки плит используют различные материалы. Так, для устройства пола применяют фанерованные плиты. Их скрепляют в шпунт, укладывают на основание из изоляционных плит и затем окрашивают. Экструзионные плиты, применяемые для пола, оклеивают с обеих сторон бумагой или бумажно-смоляной пленкой.
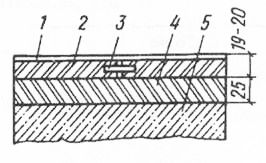
Древесно-стружечные плиты, покрытые прозрачной или полупрозрачной цветной поливинилхлоридной пленкой, применяют для щитовых дверей. Во многих случаях плиты являются составной частью трехслойных панелей. Обшивками служат сверхтвердые древесно-волокнистые плиты, а средним слоем — древесно-стружечные экструзионные плиты. Такие панельные конструкции, обладающие высокой прочностью и отличными теплозвукоизоляционными свойствами, идут на строительство стандартных малоэтажных домов.
Древесно-стружечные плиты разных типов используют для устройства встроенных шкафов, антресолей, перегородок и т.п. ри отделке потолков и стен общественных зданий древесно-стружечные плиты покрывают бесцветным лаком. Лицевой слой таких плит обычно выполняют из специальной стружки. Древес-но-стружечные плиты могут с успехом применяться для устройства сплошного основания под кровлю из рулонных или плиточных материалов. При утеплении чердачных помещений древесно-стружечные плиты подшивают к низу строения.
Древесина - Древесно-стружечные плиты