Механизмы и приспособления, применяемые при монтаже котлов
Все операции при монтаже поверхностей нагрева — обрезку и зачистку труб, зачистку трубных отверстий, соединение и стыковку труб — выполняют с помощью средств малой механизации.
Обрезка труб. На сборочной площадке при монтаже блоков или стыковке отдельные трубы обрезают механическим способом или газовым резаком.
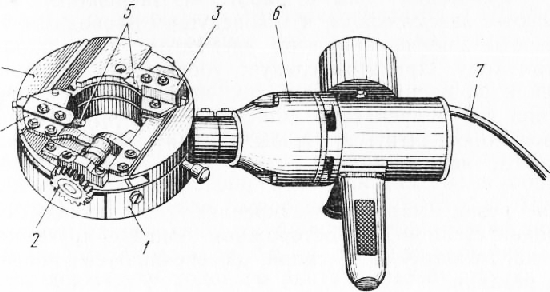
Переносный труборез ПТА для механической резки труб состоит из привода электросверлильной машины, механизма зажима трубы и отрезной головки, представляющей собой неподвижный корпус с вращающимся суппортом, в котором находятся две каретки с резцами. Резцы с каретками подаются по пазам суппорта при его вращении ходовым винтом со звездочкой, которая при каждом обороте суппорта сближает каретки с резцами. Если применяют два отрезных резца, то получается плоский торец трубы, если же один — отрезной резец, а другой — фасонный, то на торце трубы получается фаска.
Для обрезки труб диаметром до 80 мм, а также мелкосортного и фасонного проката в условиях монтажной площадки и механических мастерских используют маятниковую дисковую пилу ПМС-80 со шлифовальным кругом, армированным стекло-сеткой. Армирование круга стеклосеткой увеличивает его прочность и позволяет повысить скорость резания до 80 м/с.
Маятниковая дисковая пила состоит из основания и маятника. Основание выполнено в виде плиты, на которой закреплены винтовые тиски с двумя подвижными губками для закрепления разрезаемого материала, подвижный упор для установки материала на требуемую длину, подвижная опора для регулирования хода маятника по высоте, искроловитель и стойка для шарнирного соединения основания пилы с маятником.
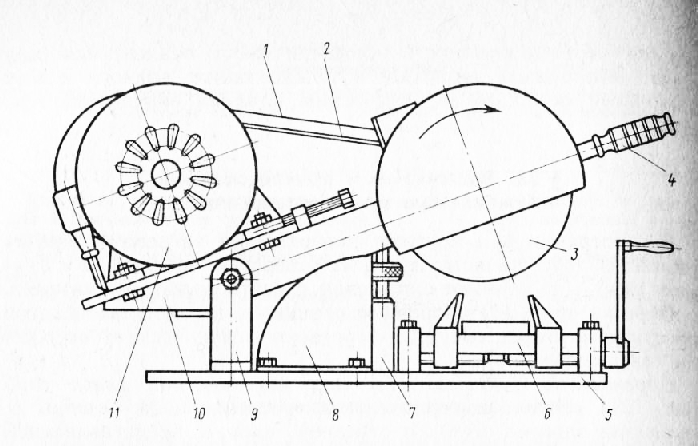
На сварном корпусе маятника крепятся электродвигатель и подшипниковый узел с шлифовальным кругом, который соединен с электродвигателем клиноременной передачей, закрытой кожухом. На корпусе находится также электрический переключатель, а на плите — болт заземления.
Для подготовки пилы к работе ее закрепляют болтами и соединяют с заземляющим и токоведущим проводами. Проверив надежность закрепления всех элементов, пилу опробуют на холостом ходу. При этом следует убедиться в правильном направлении вращения круга. При неправильном направлении вращения гайка крепления шлифовального круга может само-произвольно отвинтиться. Чтобы изменить направление вращения круга, надо поменять места присоединения электропроводов.
Для резки материал закрепляют в тисках, включают электродвигатель и при осторожном подводе круга нажимают рукой на рукоятку с силой, обеспечивающей оптимальный режим резания.
Зачистка концов труб. Концы труб зачищают электрической шлифовальной машиной ИЭ-2011 или на станке СЗТ-51, или подобных ему.
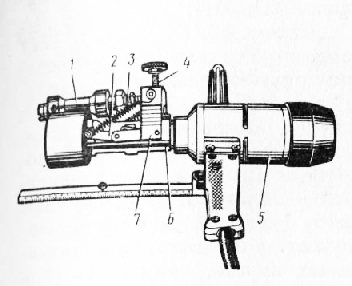
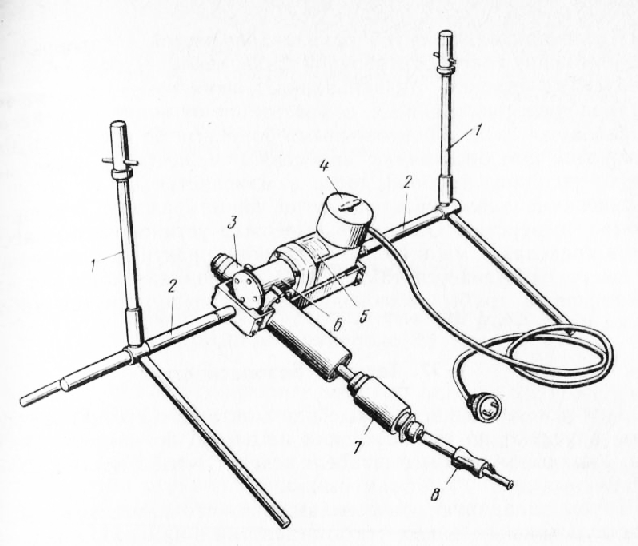
Ручной электрической шлифовальной машиной ИЭ-2011 (рис. 3) зачищают концы труб диаметром от 38 до 83 мм; длина зачистки до 80 мм.
Машина ИЭ-2011 состоит из привода, в качестве которого использован двигатель ручной электрической сверлильной машины ИЭ-1017А мощностью 600 Вт, шлифовальной головки с абразивным кругом, держателя и цангового зажима. Держатель шарнирно соединен со шлифовальной головкой двумя парами рычагов, образующих совместно с держателем и шлифовальной головкой параллелограмм. Заданное расстояние между осями обрабатываемой трубы и шлифовальной головкой, выдерживается с помощью установочного винта. Две пружины обеспечивают постоянное прижатие абразивного круга к обрабатываемой трубе.
Цанговый зажим, предназначенный для крепления машины на обрабатываемой трубе, состоит из втулки, гайки и сменных деталей (конуса, резьбового конуса и цанги). При вращении гайки относительно втулки конус перемещается относительно Цанги, обеспечивая ее расширение (закрепление в обрабатываемой трубе) или сужение (освобождение от трубы). При вращении машины одновременно труба обрабатывается по диаметру и машина подается вдоль трубы за счет ввинчивания закрепленного на держателе ходового винта в резьбу втулки цангового зажима.
Машина ИЭ-2011 укомплектована сменными цанговыми зажимами для труб различных диаметров.
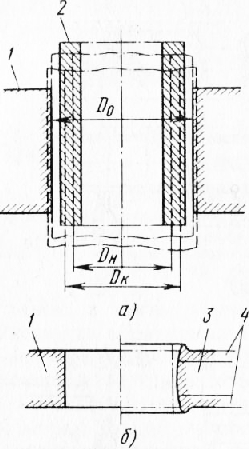
При зачистке концов труб поверхностей нагрева диаметром (очко) барабана, меньше, чем само отверстие. Поэтому после установки трубы в отверстие между их стенками остается зазор. Зазор считается нормальным, если он составляет 1 у от наружного диаметра трубы и его размер находится в пределах 0,5… 1 мм.
После установки трубы в трубное отверстие вальцовочным инструментом начинают расширять трубу. Сначала в металле трубы возникают упругие, а потом остаточные деформации, при этом она расширяется, зазор исчезает и труба закрепляется в трубном отверстии. Этот этап вальцевания называют привальцовкой (прихваткой). Во время привальцовки деформируется только труба.
При дальнейшем расширении труба начинает давить на стенки трубного отверстия барабана. В металле барабана возникают упругие деформации. После того как вальцевание прекратят, стенки трубного отверстия барабана, получившие упругие деформации, будут стремиться вернуться в первоначальное положение. При этом металл стенок очка будет давить на поверхность трубы; возникнут сжимающие усилия, которые и обеспечат прочность и плотность соединения. Второй этап вальцевания, когда происходит упругая раздача трубного отверстия, называется развальцовкой. Если вальцевание трубы продолжать, то в металле барабана возникнут остаточные деформации, а сама труба чрезмерно расширится, станет тоньше или разорвется.
Перевальцевание значительно уменьшает прочность и плотность соединения. Если же труба недовальцована, то металл трубного отверстия недостаточно пружинит и слабо обжимает трубу, а значит, соединение не обеспечивает нужной прочности и плотности. Поэтому, чтобы точно выполнить эту работу, следует правильно выбрать вальцовочный инструмент.
Расширение трубы при вальцевании характеризует степень развальцовки СР (мм), которую определяют по формуле СР — DK — Д,, где DK — конечный внутренний диаметр развальцованной трубы, мм; D„ — начальный внутренний диаметр трубы после прихватки, мм.
Степень развальцовки показывает, на сколько миллиметров увеличился диаметр очка барабана.
На качество вальцовочного соединения влияют геометрические размеры соединяемых элементов, технология выполнения вальцевания, исправность и тип вальцовочного инструмента, а также толщина трубной доски (стенки барабана) и трубы. Для котлов малой и средней мощности толщина трубной доски обычно равна 13…40 мм. Кроме того, на качество вальцовочного соединения влияют также овальность и конусность трубного отверстия, которые вызывают перевальцевание в одном месте соединения и недовальцевание—в другом. Величина овальности и конусности не должна превышать 0,2 мм для отверстий всех диаметров.
Для получения качественного вальцовочного соединения необходимо, чтобы стенки барабана были выполнены из более прочного материала, чем труба. Для того чтобы не деформировались соседние вальцовочные соединения, расстояние между краями соседних отверстий (мостик) должно составлять около 1-..1,5 внутреннего диаметра трубы.
Значительно увеличивает прочность соединения коническое расширение конца вальцуемой трубы, так как расширенный конец трубы (колокольчик) удерживает трубу от вырывания. Кроме того, увеличивается и плотность соединения, так как захватывается кромка и включается в рабочий пояс 3 трубной доски. Длина выступающих концов труб для Разбортовки должна находиться в определенных пределах: Для труб диаметром 51…60 мм длина равна 11 мм с допускаемым отклонением ±4 мм.
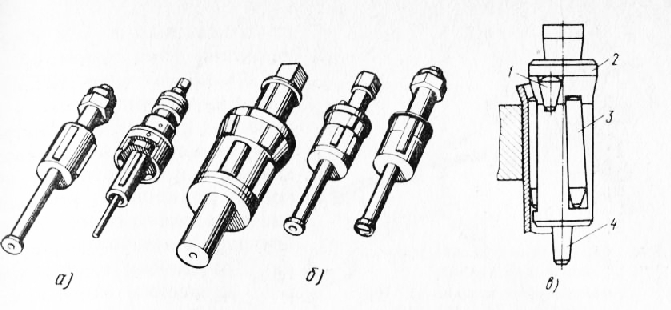
Для вальцевания применяют косые вальцовки: крепежные КВК и бортовочные КВБ. Косыми они называются потому, что три вальцовочных ролика расположены по отношению к оси корпу наклонно (под углом 1,5…з°\а
Вальцовки стоят из цилиндрического корпуса с прорезями для роликов, вальцовочных роликов конуса и бортовочных роликов. Наклонное расположение вальцовочных роликов обеспечивает самопроизвольную подачу вальцовки внутрь трубы. При вращении конуса 4 наклонные ролики 3 передвигаются по внутренней поверхности трубы, при этом их торцы давят на корпус и втягивают вальцовку внутрь трубы. Одновременно ролики, обкатывая под наклоном конус, стремятся продвинуть его относительно корпуса вальцовки вперед. Втягиваясь, конус раздвигает ролики, которые, в свою очередь, расширяют трубу. Происходит развальцовка трубы.
В отличие от крепежной вальцовки, у которой только три вальцовочных ролика, на бортовочной закреплены еще и борто-вочные ролики. Так как конусность конуса и вальцовочных роликов одинаковая, раздача трубы получается цилиндрической. Бортовочные ролики создают угол бортовки в 15°.
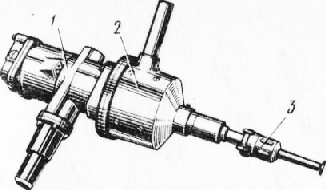
Приводом для косых вальцовок служит пневматическая машина, состоящая из пускового механизма, реверсивного двигателя и редуктора. Машину ИП-4801 применяют при вальцевании экранных и конвективных труб диаметром 51 мм. Машина работает от компрессора.
Вальцовочная машина ЭВ-2М, используемая для вальцевания труб диаметром 51 мм со стенкой толщиной 2,5 мм, состоит из электродвигателя, редуктора, подвижного вала с телескопическим кожухом и муфтой ограничения крутящего момента. Вальцовочная машина крепится к штангам, которые свободно перемещаются вдоль подставок. Вальцовочную машину раскрепляют в барабане с помощью винтов регулируемых опор. Выходной вал, на котором закреплены муфта крутящего момента и вальцовка, может совершать возвратно-поступательное движение, за счет чего подают вальцовку в рабочую зону и возвращают в исходное положение после вальцевания. Направление вращения вальцовки изменяют универсальным переключателем.
С помощью муфты ограничения крутящего момента достигают заданной степени развальцовки, после чего муфта срабатывает и цепь «вал — вальцовка» размыкается.
Перед началом развальцевания концы труб и трубные отверстия зачищают до металлического блеска. Чтобы удлинить срок службы вальцовочного инструмента, ершом зачищают и внутреннюю поверхность трубы на длину до 60 мм.
Работу вальцовок, которые должны соответствовать диаметру вальцуемой трубы и быть исправными, проверяют на контрольном образце трубы. Если вальцовка работает хорошо, расширение конца трубы будет цилиндрическим, переход от развальцо-вочного к бортовочному участку будет ясно видимым и без ощутимых уступов или подрезов. Если при вращении в обратную сторону конус свободно выходит из вальцовки и последняя легко снимается, значит вальцовка исправна.
В начале вальцевания иногда могут возникнуть затруднения, связанные с тем, что труба имеет овальность. В этом случае следует первые два оборота конуса производить, с усилием нажимая на вальцовку, пока труба не выправится.
При работе вальцовки регулярно через 15…20 развальцованных стыков меняют смазочный материал. Старый смазочный материал удаляют, промывая вальцовку в керосине. Конус и ролики вновь смазывают густым смазочным материалом.
Привальцовку (прихватку) труб выполняют крепежной вальцовкой, которую вставляют в конец трубы, и вращают конус по часовой стрелке до устранения зазора, после чего делают еще полтора-два оборота. Вращая конус в обратную сторону, извлекают вальцовку из прихваченного конца. Если труба приваль-ц°вана хорошо, то она не должна качаться в отверстии и при ее обстукивании не возникнет дребезжащий звук.
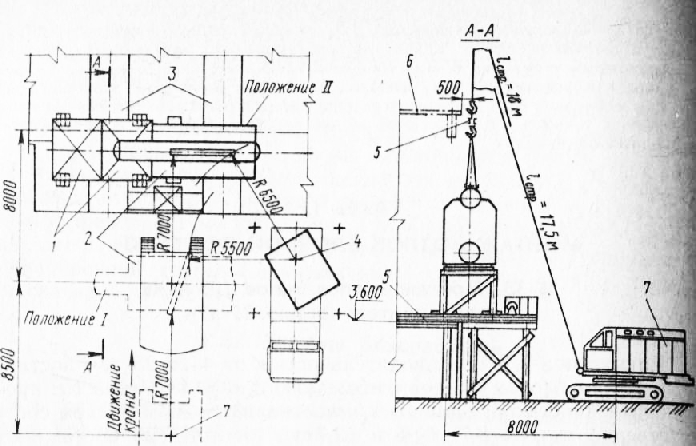
При монтаже котла КЕ-25 (рис. 12) на отметку 3,600 м с торца здания котельной блоки котла подают на накаточный путь двумя кранами грузоподъемностью соответственно 16 и 25 т. При этом блоки стропят с применением траверсы (рис. 13). После строповки блок поднимают, причем кран осуществляет лишь поворот стрелы, а гусеничный кран поднимает блок с одновременным передвижением.
Инвентарные накаточные пути состоят из пяти секций, изготовленных из двутавра и связей. Длина каждой секции 6 м, ширина 2 м, масса 620 кг. На пути устанавливают платформу, на которой собирают блоки котла. Лебедку грузоподъемностью 3…5 т располагают на начальной секции накаточного пути, а блоки полиспаста крепят за концевую секцию и платформу.
Опыт монтажа котлов методом надвижки показывает, что после десятикратного применения накаточные пути находятся в хорошем состоянии и пригодны для дальнейшей эксплуатации. Описанный метод монтажа блоков котлов надвижкой нашел широкое применение при строительстве котельных с котлами малой и средней мощности различных типов.
Монтаж котлов - Механизмы и приспособления, применяемые при монтаже котлов